YÜZEY İŞLEME İŞARETLERİ
YÜZEY PÜRÜZLÜLÜĞÜ
Makine imalatında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler oluşabilir. Bu pürüzler uygulanan yapım çeşidine göre gözle görülebilir ve elle hissedilebileceği şekilde olabileceği gibi bazı hassas kontrol cihazları ile görülebilecek ve ölçülebilecek büyüklüklerde olabilir.
Makine parçalarında aşınmanın azalması ve yüzeyin daha güzel görünmesi için, bu pürüzlerin belli değerlerde olması gerekmektedir. Bundan dolayı yüzeylerin hangi pürüzlülükle işleneceğinin, yönteminin ve diğer bazı özelliklerinin resim üzerinde gösterilmesi gerekir. Bunu da yüzey işleme işaretleri ile yaparız.
SURFACE ROUGHNESS TABLES
yüzey işleme işaretleri
Yukarıdaki metnin Türkçesi;
METRİK YÜZEY PÜRÜZLÜLÜĞÜ SEMBOLLERİ,
SEMBOL AÇIKLAMALARI
Metrik yüzey pürüzlülüğü değerleri µm (mikrometre) birimi ile gösterilir.
SEMBOLLER: Genel olarak kullanılan ve özel anlamları olan semboller aşağıdadır. Pürüzlülük sembolü biri, diğerinden uzun, 60 derece açılı iki çizgiden oluşur.
Temel sembol (Üst çizgisi olmadan) tek başına kullanılmaz.![]() İşleme yöntemi veya yüzey pürüzlülüğü ile birlikte kullanılmalıdır.
İşleme yöntemi veya yüzey pürüzlülüğü ile birlikte kullanılmalıdır.
İMALAT YÖNTEMLERİ İLE ELDE EDİLEN YÜZEY PÜRÜZLÜLÜK DEĞERLERİ
Aşağıdaki tablo pratikte kullanılan işleme yöntemleri ile elde edilecek Ra değerleri hakkında fikir vermek içindir.
Bu Tablo metal yüzeyler içindir. Diğer malzemeler farklılıklar gösterebilir.
Ortalama Pürüzlülük Değerleri:![]() Hassas:
Hassas:![]() Kaba:
Kaba: ![]()
Talaşlı imalat veya
|
Yüzey Pürüzlülüğü Ra µm |
|||||||||||||
| 0.012 | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 13 | 25 | 50 | ||
| Plazma ve OXY Fuel Kesme | ||||||||||||||
| Testere | ||||||||||||||
| Planya | ||||||||||||||
| Zımba | ||||||||||||||
| Kimyasal İşlem | ||||||||||||||
| Erezyon | ||||||||||||||
| Matkap | ||||||||||||||
| Bara | ||||||||||||||
| Freze | ||||||||||||||
| Torna | ||||||||||||||
| Broş | ||||||||||||||
| Rayba | ||||||||||||||
| Eğelemek | ||||||||||||||
| Taşlama | ||||||||||||||
| Fırçalama | ||||||||||||||
| Elektrolit Taşlama | ||||||||||||||
| Honlama | ||||||||||||||
| Parlatma | ||||||||||||||
| Lepleme | ||||||||||||||
| Süper Finiş | ||||||||||||||
| Flex-Hone Esnek Honlama Fırçaları | ||||||||||||||
Malzeme Kaldırmayan Yöntemler |
Yüzey Pürüzlülüğü Ra µm | |||||||||||||
| 0.012 | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 13 | 25 | 50 | ||
| Kum Döküm | ||||||||||||||
| Sıcak Haddeleme | ||||||||||||||
| Dövme | ||||||||||||||
| Döküm | ||||||||||||||
| Hassas Döküm | ||||||||||||||
| Ekstrüzyon | ||||||||||||||
| Soğuk Haddeleme | ||||||||||||||
| Robuto Ezerek Parlatma | ||||||||||||||
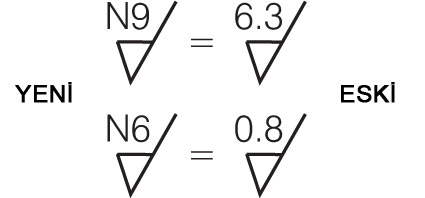
YÜZEY PÜRÜZLÜLÜĞÜNÜN FARKLI GÖSTERİM ŞEKİLLERİ
Mikro inç olarak gösterilen yüzey pürüzlülük değerleri mikrometre değerinin 40 katıdır.
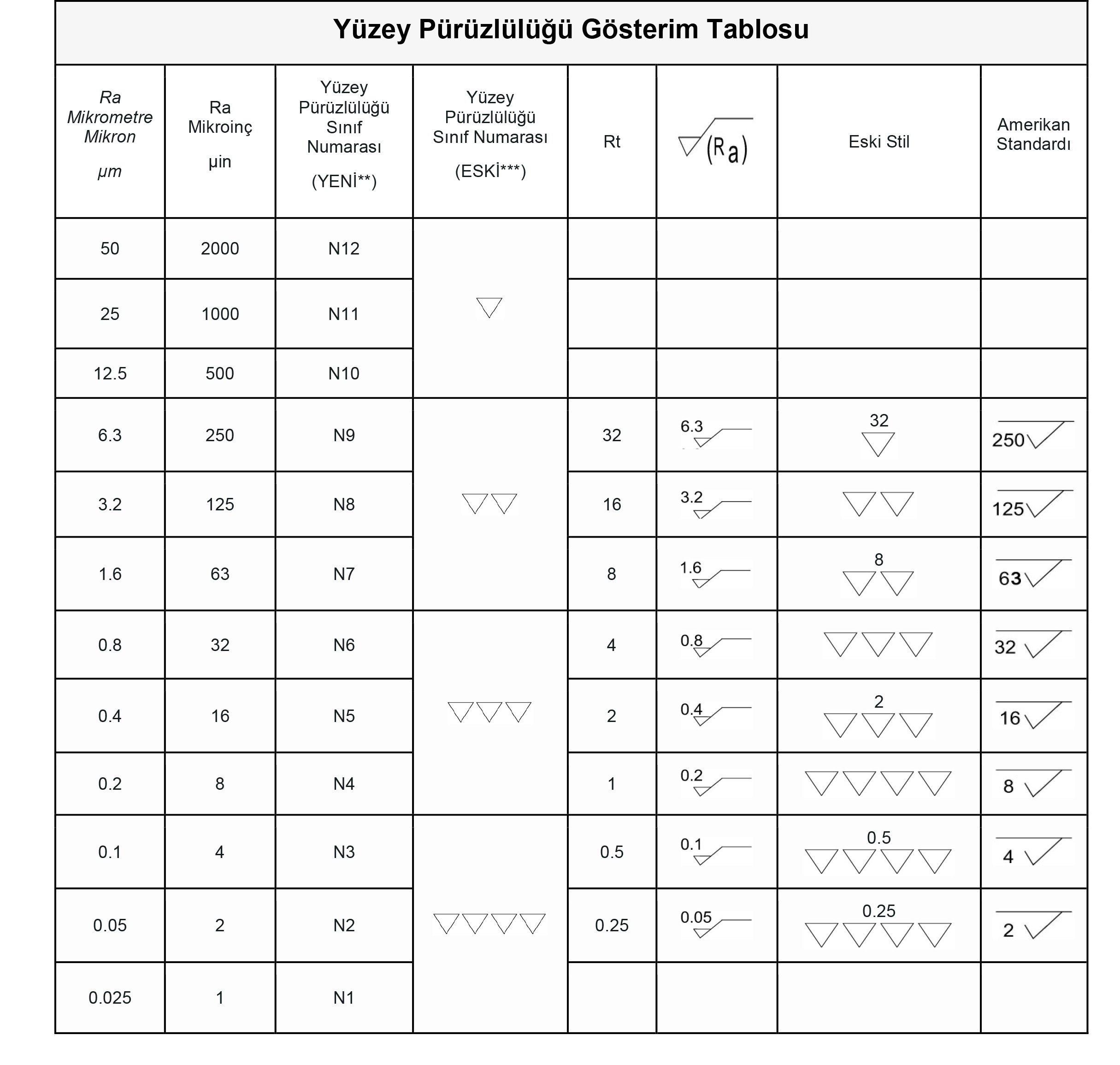
(**) Bu gösterim uluslararası tedarikçiler için teknik resimlerde ve yeni tasarımlarda kullanılmalıdır.
(***) Eski yüzey pürüzlülük sembolleri eski metrik teknik resimlerde karşınıza çıkabilir. Yeni tasarımlarda kullanılmamalıdır.
Yeni sistemin kullanımına örnekler:
Bazı Durumlarda üretim metodu belirtilmesi gerekebilir.
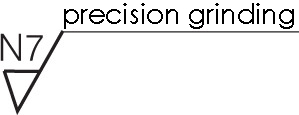
N7 Yüzey Kalitesinde Hassas taşlama diyor.
NOTLAR:
1-Teknik Resimde, Üçgenler – Rz – Rt sembolleri mikron biriminde tepe-çukur pürüz ölçümünü gösterirler. (1 Mikron = 1 mikrometre = 0.001mm)
2- Teknik resimde Ra gösterimi tepe-çukur ölçümünü göstermez. Ortalama yüzey pürüzlülüğünü belirtir.
3- Amerikan Standartlarında ASA B46.1 ortalama yüzey pürüzlülük birimi mikroinçtir.
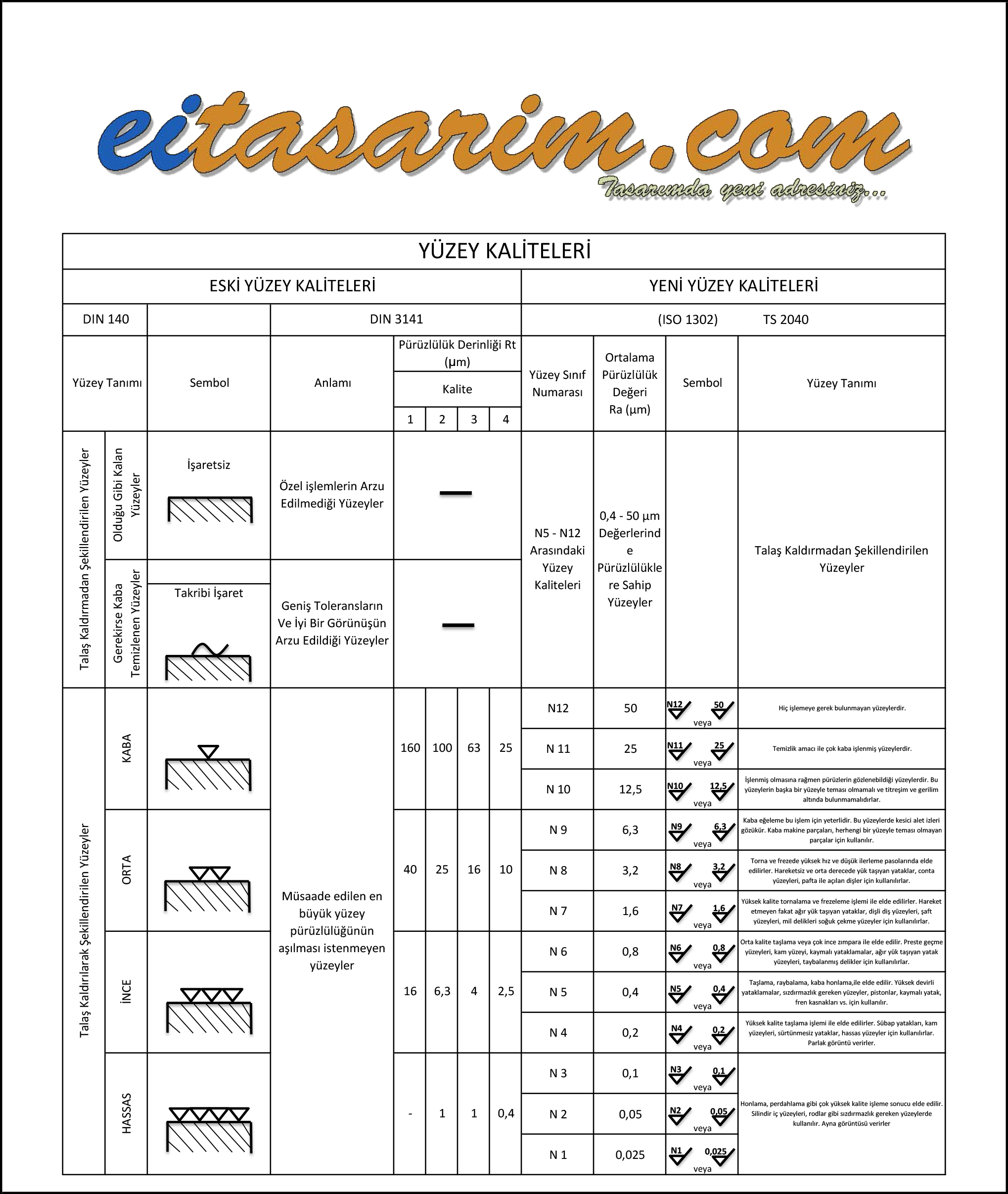
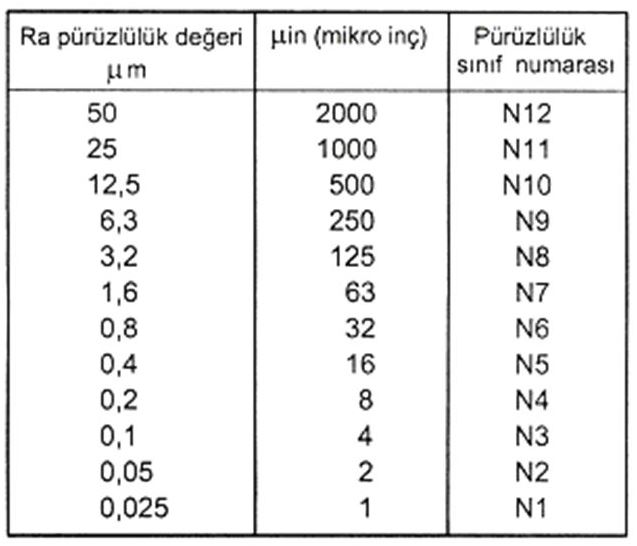
Yüzey Pürüzlülük Değerleri Tablosu
İmalat sonrası parça yüzeylerinin tamamı aynı özelliklerde olmayabilir. Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Uygulamalarda farklılıkları önlemek için yüzey kaliteleri standart hale getirilmiştir ve ISO 1302/1992 ve TS 2040/Şubat 1999’la açıklanmıştır. Bu standartlara göre 12 çeşit yüzey kalitesi belirlenmiştir. Ra aritmetik ortalama pürüzlülük değerlerine karşı gelen pürüzlülük sınıf numaraları aşağıdaki tabloda verilmiştir.
Yüzey İşleme İşaretleri Ra – Rz Karşılaştırma Tablosu
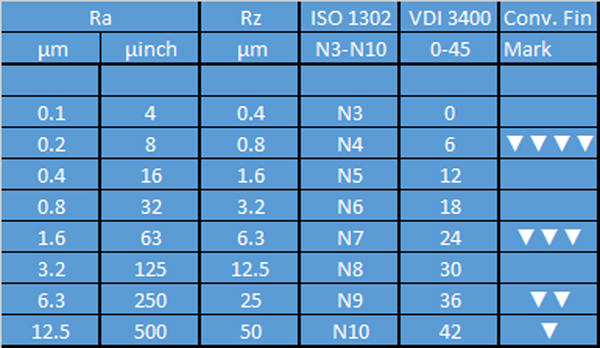
Ra-Rz Yüzey Pürüzlülüğü Karşılaştırma Tablosu

Ra-Rz Yüzey Pürüzlülüğü Karşılaştırma Tablosu
 Loading...
Loading...
Yüzey Pürüzlülüğü, Yüzey İşleme İşaretleri
Çatal, Halka ve Ay Mastar Geçer-Geçmez Ölçüleri Nasıl hesaplanır?









Merhaba sayfan güzel olmuş
Başarılarının devamını dilerim
Inventor professional kullanan bir arkadaş
Saygılar
İnventor Candır.