

Bep-tr2 BEP-BUY’da sıkça karşılaşılan sorunlar ve çözümleri
[...]
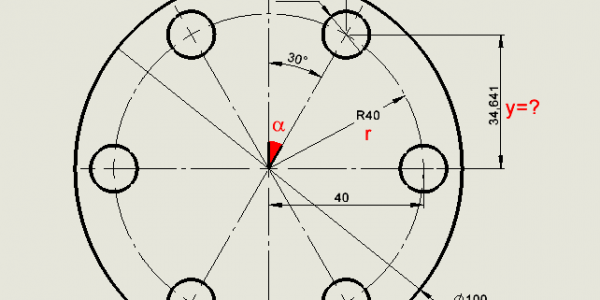
Açı ve Yarıçap ile Koordinat Hesaplama; İş parçalarında deliklerin konumu verilirken genelde, yarıçap ve açı kullanılır. Tasarımcı veya Teknik Ressamlar yarıçap ve açıyı verirler. Bu yeterli diye düşünürler. Bence de yeterli ama, ama benim sanayide gördüğüm, cnc kullanan operatörler, deliğin koordinat değerlerinin x ekseni ve y eksenine göre verilmesini istiyorlar.

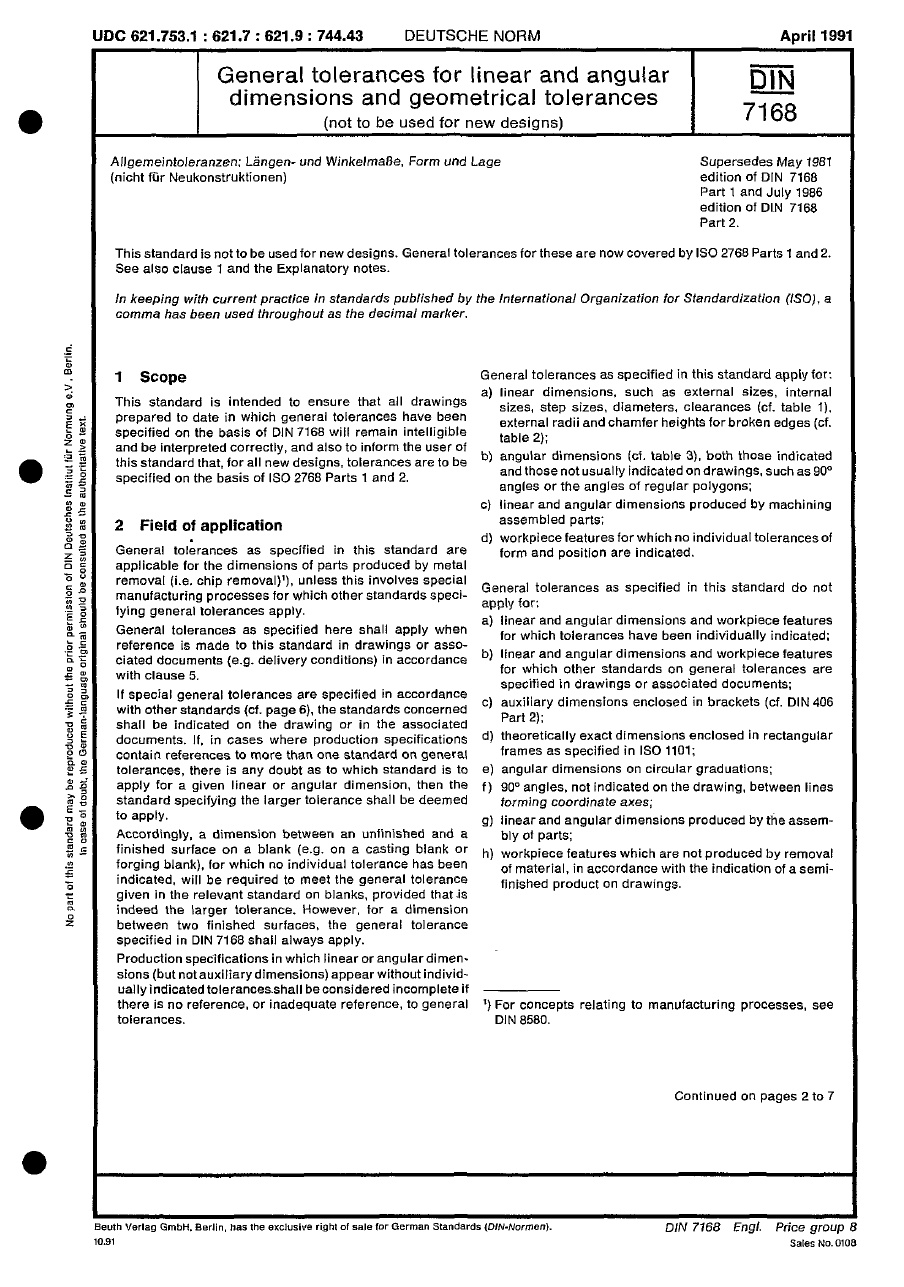
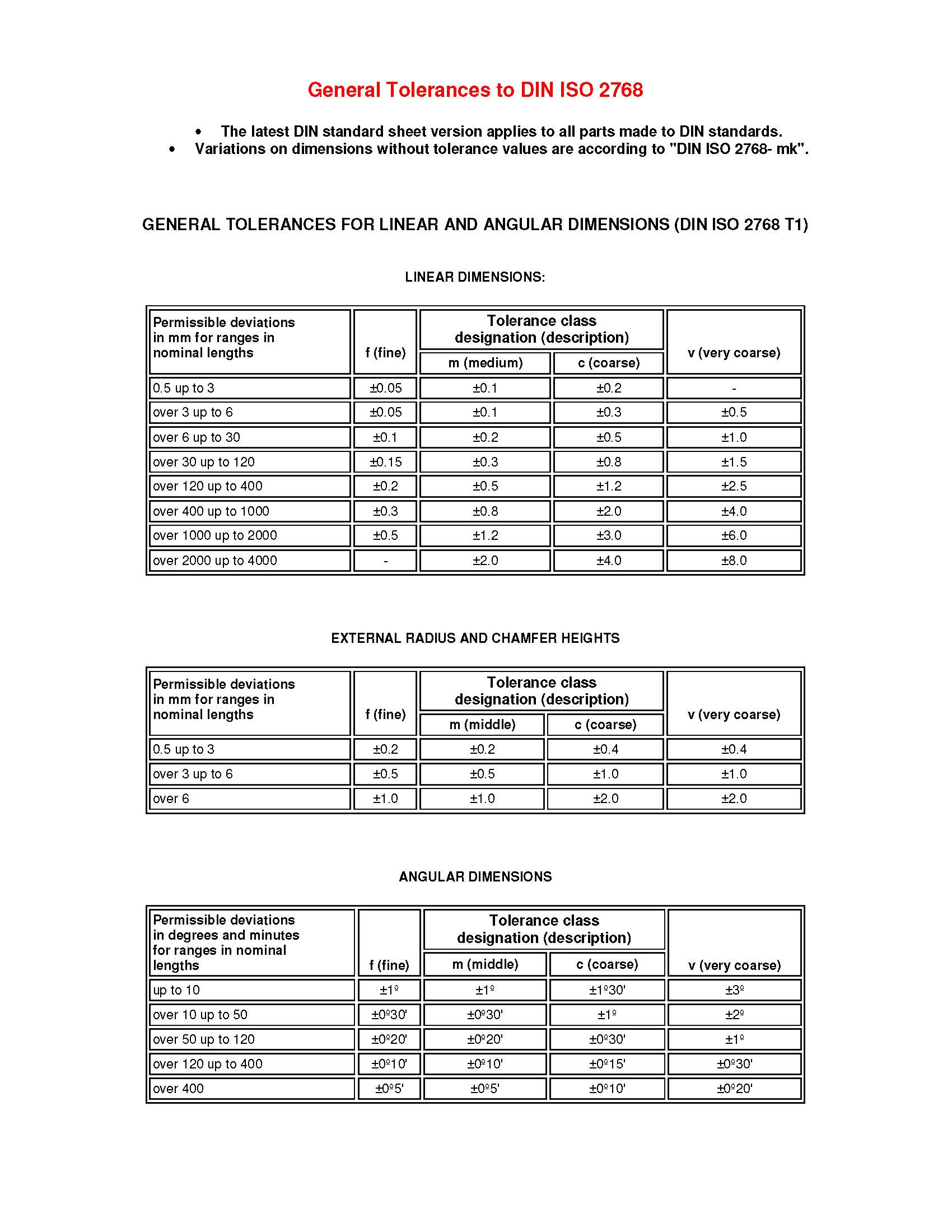
Genel Toleranslar; Teknik Resim Çizimlerinde; Tolerans verilmeyen ölçülerin de bir tolerans değerine sahip olması gerekir. Aşağıda DIN 7168 (General Tolerances) Genel toleranslar Tablosu verilmiştir. Antette yer alan örneğin DIN 7168 ORTA ifadesinin karşılığını aşağıdaki tablolardan bulabilirsiniz.

Endüstriyel İhtiyaçlarınız İçin Mükemmel Çözüm
Endüstriyel dünyada, çeşitli projelerde kullanılan vidaların doğru boyutlarda ve kaliteli olması kritik bir öneme sahiptir. Metrik standart vidalar, bu ihtiyaçları karşılamak için mükemmel bir seçenek sunar. Bu makalede, metrik standart vidaların ne olduğunu, farklı türlerini ve endüstriyel kullanımlarını ele alacağız. Ayrıca, neden metrik standart vidaların önemli olduğunu ve hangi projelerde kullanılabileceğini açıklayacağız.
Metrik Standart Vidalara Giriş:
Metrik standart vidalar, ISO (Uluslararası Standartlar Organizasyonu) tarafından belirlenen metrik ölçülerle üretilen vidaları ifade eder. Bu vidalar, milimetre cinsinden ölçülendirilmiştir ve genellikle metrik olmayan (inç cinsinden ölçülen) vidalarla karşılaştırıldığında daha hassas ve uyumlu bir yapıya sahiptir. Metrik standart vidaların avantajları şunlardır:
Daha Hassas Ölçüler: Metrik standart vidalar, hassas ölçülerle üretildiği için daha tutarlı sonuçlar sağlar.
Uluslararası Kullanım: ISO standartlarına uygun olmaları, bu vidaların dünya genelinde kolayca bulunabilir ve kullanılabilir olmasını sağlar.
Uygun Maliyet: Geniş bir üretici ve tedarikçi ağı, metrik standart vidaların rekabetçi fiyatlarla temin edilmesini sağlar.
Farklı Türler ve Kullanımlar:
Metrik standart vidalar, farklı projelerde kullanılmak üzere çeşitli türlere sahiptir. Bunlar arasında cıvatalar, somunlar, civatalar, vida çubukları ve daha fazlası bulunur. Her bir tür, belirli bir uygulama için tasarlanmıştır. Örneğin, vida çubukları, montaj işlemlerinde uzunluk ayarı yapmak için idealdir. Somunlar, vidalarla birleştirilerek sıkıştırma veya montaj işlemlerinde kullanılır.
Neden Metrik Standart Vidalar?
Metrik standart vidaların tercih edilmesinin bazı nedenleri şunlar olabilir:
Hassasiyet: Daha hassas ölçüler, projelerde daha doğru sonuçlar sağlar.
Uluslararası Kabul: ISO standartları, uluslararası işbirliği ve uyumluluk açısından önemlidir.
Geniş Ürün Yelpazesi: Farklı türdeki metrik standart vidalar, çeşitli endüstriyel ihtiyaçları karşılar.
Sonuç:
Metrik standart vidalar, endüstriyel projelerde güvenilirlik ve hassasiyet sağlamak için vazgeçilmez bir bileşendir. Doğru türdeki metrik standart vidaları seçmek, projelerinizin başarısını etkileyebilir. ISO standartlarına uygun olarak üretilen bu vidaları kullanarak, endüstriyel ihtiyaçlarınızı karşılamak için en iyi çözümü bulabilirsiniz.
Metrik standart vidalar hakkında daha fazla bilgi veya özel projeniz için öneriler için lütfen uzman bir tedarikçi veya mühendis ile iletişime geçin.
Metrik Standart Vidalar Tablosu; Mühendisler ve teknik elemanların ellerinin altında olması gereken bilgilerdendir. Sitemiz Tasarım üzerine olduğu için, tasarımlarımızda kullanacağımız, ayrıca büyük veya küçük çaplı atölyelerin çalışanlarının iş yaparken hemen ellerinin altında olması gereken bir tablo. En çok lazım olanda Kılavuz çekmeden önce, delinecek deliğin çapıdır. Metrik Standart Vidalar için Matkap Çapları ‘nı burada bulabilirsiniz.
Aşağıda yer alan tabloda metrik vida ölçüleri verilmiştir. Tasarımcılar için temel bilgi niteliği taşımaktadır. Zira herhangi bir parçayı tasarlarken kullanılacak vidaya göre delikler açılmalıdır.
 Diş ölçüleri")
Metrik Standart Vidalar Hatve (Adım) Diş ölçüleri

Metrik Standart ince diş Vidalar Hatve (Adım) Diş ölçüleri
Metrik Standart diş Tablosu |
|||
| Vida Anma Çapı | Diş Adımı (Hatve) | Diş Üstü Çapı (mm) |
Matkap Çapı (mm)
|
| M1 | 0,25 | 1 | 0,75 |
| M1.2 | 0,25 | 1,2 | 0,95 |
| M1.4 | 0,3 | 1,4 | 1,1 |
| M1.6 | 0,35 | 1,6 | 1,25 |
| M1.8 | 0,35 | 1,8 | 1,45 |
| M2 | 0,4 | 2 | 1,6 |
| M2.2 | 0,45 | 2,2 | 1,75 |
| M2.5 | 0,45 | 2,5 | 2,05 |
| M3 | 0,5 | 3 | 2,5 |
| M3.5 | 0,6 | 3,5 | 2,9 |
| M4 | 0,7 | 4 | 3,3 |
| M5 | 0,8 | 5 | 4,2 |
| M6 | 1 | 6 | 5 |
| M8 | 1,25 | 8 | 6,8 |
| M10 | 1,5 | 10 | 8,5 |
| M12 | 1,75 | 12 | 10,2 |
| M14 | 2 | 14 | 12 |
| M16 | 2 | 16 | 14 |
| M18 | 2,5 | 18 | 15,5 |
| M20 | 2,5 | 20 | 17,5 |
| M22 | 2,5 | 22 | 19,5 |
| M24 | 3 | 24 | 21 |
| M27 | 3 | 27 | 24 |
| M30 | 3,5 | 30 | 26,5 |
| M33 | 3,5 | 33 | 29,5 |
| M36 | 4 | 36 | 32 |
| M39 | 4 | 39 | 35 |
| M42 | 4,5 | 42 | 37,5 |
| M45 | 4,5 | 45 | 40,5 |
| M48 | 5 | 48 | 43 |
| M52 | 5 | 52 | 47 |
| M56 | 5,5 | 56 | 50,5 |
| M60 | 5,5 | 60 | 54,5 |
| M64 | 6 | 64 | 58 |
Bir örnek vermek gerekirse, M16 Kılavuz çekmek istenilen bir parçada matkap çapı 14 mm verilmiştir. Yani Klavuz çekmeden önce, 14 matkapla delik delmeliyiz.
Aşağıda Metrik Standart Vida tablosu yanında Metrik İnce diş Vidaların Bulunduğu Sayfanın ve ANSI Unified vidalarında tabloları verilmiştir.
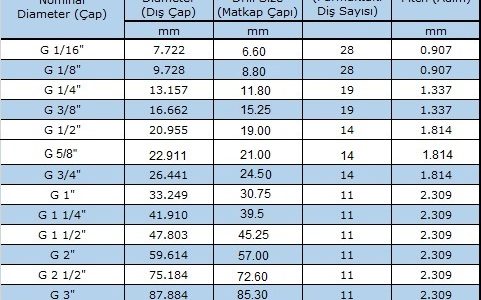
Endüstriyel imalat, hidrolik sistemler ve tesisat projelerinde sızdırmazlık ve bağlantı hassasiyeti hayati önem taşır. Gaz Diş (Withworth) boru vida ölçüleri, 2026 yılı teknik standartlarına (ISO 228-1 ve TS EN ISO 228) uygun olarak bu sayfada güncellenmiştir. Tasarımcılar, CNC operatörleri ve mühendisler için hazırladığımız bu kapsamlı çizelgede; inç cinsinden anma ölçüleri, diş sayıları, dış çap ve matkap çapı değerlerini en güncel haliyle bulabilirsiniz.
Aşağıdaki tabloda standart Gaz Diş ölçüleri yer almaktadır. Hassas imalatlar için tablo verilerini referans alabilirsiniz.
| Anma Ölçüsü (İnç) | 1″ deki Diş Sayısı | Dış Çap (mm) | Diş Üstü Çapı (mm) | Matkap Çapı (mm) |
| G 1/8″ | 28 | 9,72 | 9,15 | 8,80 |
| G 1/4″ | 19 | 13,15 | 12,30 | 11,80 |
| G 3/8″ | 19 | 16,66 | 15,80 | 15,25 |
| G 1/2″ | 14 | 20,95 | 19,79 | 19,00 |
| G 5/8″ | 14 | 22,91 | 21,75 | 21,00 |
| G 3/4″ | 14 | 26,44 | 25,28 | 24,50 |
| G 7/8″ | 14 | 30,20 | 29,04 | 28,25 |
| G 1″ | 11 | 33,25 | 31,77 | 30,75 |
| G 1 1/4″ | 11 | 41,91 | 40,43 | 39,25 |
| G 1 1/2″ | 11 | 47,80 | 46,32 | 45,25 |
| G 2″ | 11 | 59,61 | 58,13 | 57,00 |

Gaz dişleri, silindirik boru dişleri olarak da bilinir ve sızdırmazlık gerektiren bağlantılarda yaygın olarak kullanılır. G harfi ile simgelenirler. 2026 yılındaki güncel imalat standartlarında, bu dişlerin adım (pitch) değerleri ve diş açısı (55°) toleransları büyük önem arz etmektedir.
Matkap Çapı Seçimi: Diş açmadan önce doğru matkap çapının kullanılması, dişin mukavemetini doğrudan etkiler. Yukarıdaki tabloda yer alan “Matkap Çapı” sütununa sadık kalınması önerilir.
Sızdırmazlık: Gaz dişleri kendinden sızdırmazlık sağlamaz; montaj sırasında teflon bant veya sızdırmazlık sıvıları kullanılmalıdır.
Sitemizdeki diğer teknik rehberlere göz atarak tasarım ve imalat süreçlerinizi hızlandırabilirsiniz:
Gaz Diş, BSP diş; BSPP ve BSPT olmak üzere 2 çeşittir.
BSPP (British Standart Pipe Paralell) düz diş olarak, BSPT (British Standart Pipe Taper) konik diş olarak adlandırılır. “G” harfi ile gösterilir, diş açıları 55° dir. Örnek: G3/8″, G1/2″ vb. BSP yani dişleri birbirine düz (paralel) olan vidalarda sızdırmazlık için cıvata karşı tarafa sonuna kadar sikilir ve arada bakır pul vb. malzemeler bulundurulur. Konik dişlerde ise bu durum farklıdır.
Treads Per Inch (TPI): inç başına düşen diş sayısı (Bir parmaktaki diş sayısı)
(Pitch: Adim)
NOT: Kılavuz matkap çapları da tabloda belirtilmiştir.

veya Daha Detaylı Tablo

BSPT diş açısı 55° dir. Boru vidası ile Whitworth vida arasında parmaktaki diş sayıları farkı vardır. Boru vidasında 1 parmaktaki (Inçteki) diş sayısı Whitworth vidadan fazladır. Boru vidası “R” harfi ile gösterilir ve R1/4″, R1/2″, R3/4″ şeklinde adlandırılır. BSPT yani dişleri birbirine konik olan vidalarda cıvata karşı tarafa sonuna kadar koniklikten dolayı sıkılamaz. Sızdırmazlık için teflon bant, keten veya sızdırmazlık sıvısı (loctite gibi) sürülür. BSPT diş ile örneğin dirseği yerine sıkarken istediğimiz yerde pozisyonlama yapabiliriz, yani dirseğin yukarıda mi aşağıda mi sağda veya solda mi duracağını ayarlayabiliriz. Bu dişler 1/16 oranında konik yapılırlar. NOT: 1″, 2″, 3′ gibi büyük çaplarda sızdırmazlık için “KETEN”, 3/8,” 5/8′ gibi küçük çaplarda sızdırmazlık için “TEFLON BANT kullanılır. NOT: Kılavuz matkap çapları da tabloda belirtilmiştir.

 |
 |


ANSI Unified Screw Threads – Amerikan UN Vidalar İmalat Ölçüleri Tablosu
Metrik Standart Vidalar Üretim (İmalat) Ölçüleri Tablosu
Boru dişleri buradan detaylı hesaplayabilirsiniz.
Genel Toleranslar; Teknik Resim Çizimlerinde; Tolerans verilmeyen ölçülerin de bir tolerans değerine sahip olması gerekir. Aşağıda DIN 7168 (General Tolerances) Genel toleranslar Tablosu verilmiştir. Antette yer alan örneğin DIN 7168 ORTA ifadesinin karşılığını aşağıdaki tablolardan bulabilirsiniz. Toleransı olmayan 20 boy ölçüsünün toleransı Tabloya göre; ± 0.2 mm’dir.
Ölçü aslında yazmasada; 20 ± 0.2 mm’dir.






| ANMA ÇAPI (mm) | DIŞ ÇAP(mm) | CİDAR KALINLIĞI(mm) | İÇ ÇAP (mm) | |
| 1/2″ | DN 15 | 21,3 | 2,8 | 15,7 |
| 3/4″ | DN 20 | 26,9 | 2,9 | 21,1 |
| 1″ | DN 25 | 33,7 | 3,4 | 26,9 |
| 1 1/4″ | DN 32 | 42,4 | 3,6 | 35,2 |
| 1 1/2″ | DN 40 | 48,3 | 3,7 | 40,9 |
| 2″ | DN 50 | 60,3 | 3,9 | 52,5 |
| 2 1/2″ | DN 65 | 73.0 | 5,2 | 62,6 |
| 3″ | DN 80 | 88,9 | 5,5 | 77,9 |
| 4″ | DN 100 | 114,3 | 6 | 102,3 |
| 5″ | DN 125 | 141.0 | 6,6 | 127,8 |
| 6″ | DN 150 | 168,3 | 7,1 | 154,1 |
| 8″ | DN 200 | 219,1 | 8,18 | 202,74 |
| 12″ | DN 300 | 323 | 9,5 | 304 |
| 16″ | DN 400 | 406 | 9,5 | 387 |
| 18″ | DN 450 | 470 | 9,5 | 451 |
| SCH NORMLARI | ||||||||||||||
| NOMİNAL ÇAP | DİŞ ÇAP (İNC) | DIŞ ÇAP (mm) | SCH 20 | SCH 30 | SCH 40 | SCH 60 | SCH 80 | SCH 100 | SCH 120 | SCH 140 | SCH 160 | XXS | ||
| 1/8 | 10,30 | 1,73 | 2,41 | |||||||||||
| 1/4 | 13,70 | 2,24 | 3,02 | |||||||||||
| DN 10 | 3/8 | 17,10 | 2,31 | 3,20 | ||||||||||
| DN 15 | 1/2 | 21,30 | 2,77 | 3,73 | 4,78 | 7,47 | ||||||||
| DN 20 | 3/4 | 26,70 | 2,87 | 3,91 | 5,56 | 7,82 | ||||||||
| DN 25 | 1 | 33,40 | 3,38 | 4,55 | 6,35 | 9,09 | ||||||||
| DN 32 | 1 1/4 | 42,20 | 3,56 | 4,85 | 6,35 | 9,70 | ||||||||
| DN 40 | 1 1/2 | 48,30 | 3,68 | 5,08 | 7,14 | 10,16 | ||||||||
| DN 50 | 2 | 60,30 | 3,91 | 5,54 | 8,74 | 11,07 | ||||||||
| DN 65 | 2 1/2 | 73,00 | 5,16 | 7,01 | 9,52 | 14,02 | ||||||||
| DN 80 | 3 | 88,90 | 5,49 | 7,62 | 11,13 | 15,24 | ||||||||
| DN 90 | 3 1/2 | 101,60 | 5,74 | 8,08 | ||||||||||
| DN 100 | 4 | 114,30 | 6,02 | 8,56 | 11,13 | 13,49 | 17,12 | |||||||
| DN 125 | 5 | 141,30 | 6,55 | 9,52 | 12,70 | 15,88 | 19,05 | |||||||
| DN 150 | 6 | 168,30 | 7,11 | 10,97 | 14,27 | 18,26 | 21,95 | |||||||
| DN 200 | 8 | 219,10 | 6,35 | 7,04 | 8,18 | 10,31 | 12,70 | 15,09 | 18,26 | 20,62 | 23,01 | |||
| DN 250 | 10 | 273,00 | 6,35 | 7,80 | 9,27 | 12,70 | 15,09 | 18,26 | 21,44 | 25,40 | 28,58 | |||
| DN 300 | 12 | 323,90 | 6,35 | 8,38 | 10,31 | 14,27 | 17,47 | 21,44 | 25,40 | 28,58 | 33,34 | |||
| DN 350 | 14 | 355,60 | 7,92 | 9,52 | 11,13 | 15,09 | 19,05 | 23,82 | 27,79 | 31,75 | 35,71 | |||
| DN 400 | 16 | 406,40 | 7,92 | 9,52 | 12,70 | 16,64 | 21,44 | 26,19 | 30,96 | 36,52 | 40,49 | |||
| DN 450 | 18 | 457,20 | 7,92 | 11,13 | 14,27 | 19,05 | 23,82 | 29,36 | 34,92 | 39,69 | 45,24 | |||
| DN 500 | 20 | 508,00 | 9,52 | 12,70 | 15,09 | 20,62 | 26,19 | 32,54 | 38,10 | 44,45 | 50,01 | |||
| DN 550 | 22 | 558,80 | 9,52 | 12,70 | 22,22 | 28,60 | 34,92 | 41,28 | 47,62 | 53,98 | ||||
| DN 600 | 24 | 609,60 | 9,52 | 14,27 | 17,48 | 24,61 | 30,96 | 38,89 | 46,02 | 52,30 | 59,54 | |||

 |
 |

EN ISO 1127 Paslanmaz Çelik Dikişli Boru Ağırlık Cetveli ( kg / mt ) |
||||||||||
| INCH | DN | DIŞ ÇAP (mm) | 1 mm | 1,2 mm | 1,5 mm | 2 mm | 2,5 mm | 3 mm | 4 mm | 5 mm |
| 6 mm | 0,13 | |||||||||
| 8 mm | 0,18 | |||||||||
| 10 mm | 0,23 | 0,26 | 0,32 | |||||||
| 1/8″ | DN 6 | 10,2 mm | 0,23 | 0,27 | 0,33 | |||||
| 12 mm | 0,28 | 0,33 | 0,39 | 0,50 | ||||||
| 14 mm | 0,33 | 0,39 | 0,47 | 0,60 | ||||||
| 15 mm | 0,35 | 0,42 | 0,51 | 0,65 | ||||||
| 16 mm | 0,38 | 0,45 | 0,55 | 0,70 | ||||||
| 3/8″ | DN 10 | 17,2 mm | 0,41 | 0,48 | 0,59 | 0,76 | 0,92 | 1,07 | ||
| 19 mm | 0,45 | 0,54 | 0,66 | 0,85 | 1,03 | 1,20 | ||||
| 1/2″ | DN 15 | 21,3 mm | 0,51 | 0,60 | 0,74 | 0,97 | 1,18 | 1,38 | ||
| 22 mm | 0,53 | 0,63 | 0,77 | 1,00 | 1,22 | 1,43 | ||||
| 25 mm | 0,60 | 0,72 | 0,88 | 1,15 | 1,41 | 1,65 | ||||
| 25,4 mm | 0,61 | 0,73 | 0,90 | 1,17 | 1,43 | 1,68 | ||||
| 3/4″ | DN 20 | 26,9 mm | 0,65 | 0,77 | 0,95 | 1,25 | 1,53 | 1,80 | ||
| 28 mm | 0,68 | 0,81 | 1,00 | 1,30 | 1,60 | 1,88 | ||||
| 30 mm | 0,73 | 0,87 | 1,07 | 1,40 | 1,72 | 2,03 | ||||
| 32 mm | 0,78 | 0,93 | 1,15 | 1,50 | 1,85 | 2,18 | ||||
| 1″ | DN 25 | 33,7 mm | 0,82 | 0,98 | 1,21 | 1,59 | 1,95 | 2,31 | ||
| 38 mm | 0,93 | 1,11 | 1,37 | 1,80 | 2,22 | 2,63 | 3,41 | |||
| 40 mm | 0,98 | 1,17 | 1,45 | 1,90 | 2,35 | 2,78 | 3,61 | |||
| 1-1/4″ | DN 32 | 42,4 mm | 1,04 | 1,24 | 1,54 | 2,02 | 2,50 | 2,96 | 3,85 | |
| 45 mm | 1,10 | 1,32 | 1,63 | 2,15 | 2,66 | 3,16 | 4,11 | |||
| 1-1/2″ | DN 40 | 48,3 mm | 1,18 | 1,42 | 1,76 | 2,32 | 2,87 | 3,40 | 4,44 | |
| 50 mm | 1,23 | 1,47 | 1,82 | 2,40 | 2,97 | 3,53 | 4,61 | |||
| 50,8 mm | 1,25 | 1,49 | 1,85 | 2,44 | 3,02 | 3,59 | 4,69 | |||
| 52 mm | 1,28 | 1,53 | 1,90 | 2,50 | 3,10 | 3,68 | 4,81 | |||
| 2″ | DN 50 | 60,3 mm | 1,49 | 1,78 | 2,21 | 2,92 | 3,62 | 4,30 | 5,64 | 6,92 |
| 63,5 mm | 1,57 | 1,87 | 2,33 | 3,08 | 3,82 | 4,55 | 5,96 | 7,32 | ||
| 70 mm | 1,73 | 2,07 | 2,57 | 3,41 | 4,23 | 5,03 | 6,61 | 8,14 | ||
| 2-1/2″ | DN 65 | 76,1 mm | 1,88 | 2,25 | 2,80 | 3,71 | 4,61 | 5,49 | 7,22 | 8,90 |
| 84 mm | 2,08 | 2,49 | 3,10 | 4,11 | 5,10 | 6,09 | 8,01 | 9,89 | ||
| 3″ | DN 80 | 88,9 mm | 2,64 | 3,28 | 4,35 | 5,41 | 6,45 | 8,50 | 10,50 | |
| 101,6 mm | 3,76 | 4,99 | 6,20 | 7,41 | 9,78 | 12,09 | ||||
| 104 mm | 3,85 | 5,11 | 6,35 | 7,59 | 10,02 | 12,40 | ||||
| 108 mm | 4,00 | 5,31 | 6,60 | 7,89 | 10,42 | 12,90 | ||||
| 4″ | DN 100 | 114,3 mm | 4,24 | 5,62 | 7,00 | 8,36 | 11,05 | 13,68 | ||
| 129 mm | 4,79 | 6,36 | 7,92 | 9,47 | 12,52 | 15,52 | ||||
| 5″ | DN 125 | 139,7 mm | 5,19 | 6,90 | 8,59 | 10,27 | 13,59 | 16,86 | ||
| 159 mm | 5,92 | 7,86 | 9,80 | 11,72 | 15,53 | 19,28 | ||||
| 6″ | DN 150 | 168,3 mm | 6,27 | 8,33 | 10,38 | 12,42 | 16,46 | 20,45 | ||
| 204 mm | 7,61 | 10,12 | 12,61 | 15,10 | 20,03 | 24,92 | ||||
| 8″ | DN 200 | 219,1 mm | 10,87 | 13,56 | 16,23 | 21,54 | 26,81 | |||
| 254 mm | 12,62 | 15,74 | 18,86 | 25,04 | 31,18 | |||||
| 10″ | DN 250 | 273 mm | 13,57 | 16,93 | 20,28 | 26,94 | 33,55 | |||
| 12″ | DN 300 | 323,9 mm | 16,12 | 20,12 | 24,11 | 32,04 | 39,93 | |||
| 14″ | DN 350 | 355,6 mm | 17,71 | 22,10 | 26,49 | 35,22 | 43,90 | |||
| 16″ | DN 400 | 406,4 mm | 20,25 | 25,28 | 30,30 | 40,30 | 50,26 | |||
| ASTMA-312/ANSI 36.19 Paslanmaz Çelik Dikişsiz ( Çekme ) Boru Ağırlık Cetveli ( kg / mt ) | |||||||||||||
| SCH 5S | SCH 10S | SCH 40S | SCH 80S | ||||||||||
| INCH | DN | DIŞ ÇAP (mm) | Kalınlık | kg/mt | DIŞ ÇAP (mm) | Kalınlık | kg/mt | DIŞ ÇAP (mm) | Kalınlık | kg/mt | DIŞ ÇAP (mm) | Kalınlık | kg/mt |
| 6 | 1,00 | 0,12 | 6 | 6 | 6 | ||||||||
| 8 | 1,00 | 0,18 | 8 | 8 | 8 | ||||||||
| 10 | 1,00 | 1,35 | 10 | 1,50 | 0,32 | 10 | 2,00 | 0,41 | 10 | ||||
| 12 | 1,00 | 0,28 | 12 | 12 | 2,00 | 0,51 | 12 | ||||||
| 1/4″ | DN8 | 13,7 | 13,7 | 1,65 | 0,51 | 13,7 | 2,24 | 0,64 | 13,7 | 3,02 | 0,81 | ||
| 3/8″ | DN10 | 17,2 | 17,2 | 1,65 | 0,64 | 17,2 | 2,31 | 0,86 | 17,2 | 3,20 | 1,12 | ||
| 1/2″ | DN15 | 21,3 | 1,65 | 0,81 | 21,3 | 2,11 | 1,02 | 21,3 | 2,77 | 1,29 | 21,3 | 3,73 | 1,62 |
| 3/4″ | DN20 | 26,9 | 1,65 | 1,03 | 26,9 | 2,11 | 1,31 | 26,9 | 2,87 | 1,71 | 26,9 | 3,91 | 2,19 |
| 1″ | DN25 | 33,7 | 1,65 | 1,31 | 33,7 | 2,77 | 2,13 | 33,7 | 3,38 | 2,54 | 33,7 | 4,55 | 3,23 |
| 1.1/4″ | DN32 | 42,4 | 1,65 | 1,67 | 42,4 | 2,77 | 2,73 | 42,4 | 3,56 | 3,44 | 42,4 | 4,85 | 4,46 |
| 1.1/2″ | DN40 | 48,3 | 1,65 | 1,97 | 48,3 | 2,77 | 3,16 | 48,3 | 3,68 | 4,11 | 48,3 | 5,08 | 5,41 |
| 2″ | DN50 | 60,3 | 1,65 | 2,42 | 60,3 | 2,77 | 3,99 | 60,3 | 3,91 | 5,52 | 60,3 | 5,54 | 7,47 |
| 2.1/2″ | DN65 | 76,1 | 2,11 | 3,75 | 76,1 | 3,05 | 5,58 | 76,1 | 5,16 | 9,17 | 76,1 | 7,62 | 13,07 |
| 3″ | DN80 | 88,9 | 2,11 | 4,59 | 88,9 | 3,05 | 6,56 | 88,9 | 5,49 | 11,47 | 88,9 | 7,62 | 15,51 |
| 3.1/2″ | …… | 101,6 | 2,11 | 5,26 | 101,6 | 3,05 | 7,53 | 101,6 | 5,74 | 13,78 | 101,6 | 8,08 | 18,62 |
| 4″ | DN100 | 114,3 | 2,11 | 5,93 | 114,3 | 3,05 | 8,5 | 114,3 | 6,02 | 16,32 | 114,3 | 8,56 | 22,67 |
| 5″ | DN125 | 141,3 | 2,77 | 9,64 | 141,3 | 3,4 | 11,74 | 141,3 | 6,55 | 22,11 | 141,3 | 9,52 | 30,92 |
| 6″ | DN150 | 168,3 | 2,77 | 11,48 | 168,3 | 3,4 | 14,04 | 168,3 | 7,11 | 28,71 | 168,3 | 10,97 | 42,52 |
| 8″ | DN200 | 219,1 | 2,77 | 15 | 219,1 | 3,76 | 20,27 | 219,1 | 8,18 | 43,2 | 219,1 | 12,7 | 64,57 |
| 10″ | DN250 | 273 | 3,40 | 22,96 | 273 | 4,19 | 28,21 | 273 | 9,27 | 60,24 | 273 | 12,7 | 81,46 |
| 12″ | DN300 | 323,9 | 3,96 | 31,72 | 323,9 | 4,57 | 36,54 | 323,9 | 9,52 | 73,76 | 323,9 | 12,7 | 97,36 |
| 14″ | DN350 | 355,6 | 3,96 | 34,87 | 355,6 | 4,78 | 41,99 | 355,6 | 9,52 | 81,21 | 355,6 | 12,7 | 107,28 |
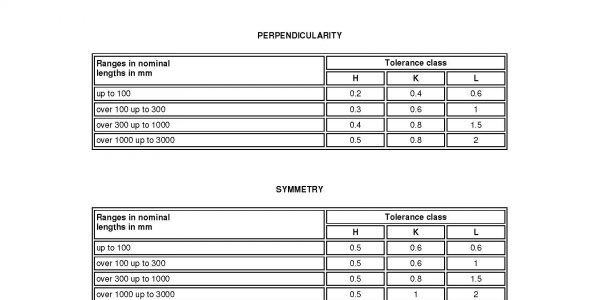
Endüstriyel dünyada, imalat ve mühendislik projeleri için hassaslık ve kalite kritik öneme sahiptir. Bu hassasiyeti ve kaliteyi sağlamak için, ISO 2768 gibi uluslararası standartlar önemli bir rol oynar. Bu makalede, Genel Toleransların ne olduğunu, nasıl çalıştığını ve endüstriyel projelerde neden bu kadar önemli olduğunu ele alacağız.
Genel Toleranslar ISO 2768 Nedir?
Genel Toleranslar, ürünlerin ve parçaların boyutlarının ve toleranslarının belirlenmesi için kullanılan bir uluslararası standarttır. Bu standart, imalatçılar, mühendisler ve tasarımcılar için rehberlik sağlar ve parçaların hassas bir şekilde üretilmesini kolaylaştırır. ISO 2768, parça boyutları ve toleransları için temel bir çerçeve sunar ve bu, imalat ve montaj işlemlerinde güvenilirlik ve uyumluluk sağlar.
Neden ISO 2768 Toleransları Kullanılır?
ISO 2768 toleranslarını kullanmanın bazı avantajları şunlar olabilir:
ISO 2768 Tolerans Sınıfları
ISO 2768, farklı tolerans sınıflarını tanımlar, bu sınıflar parça hassasiyetini belirler. Örneğin, ISO 2768-MK tolerans sınıfı, orta hassasiyeti ifade ederken, ISO 2768-MH sınıfı daha yüksek hassasiyeti ifade eder. Doğru tolerans sınıfını seçmek, projenizin gereksinimlerine uygunluğunu ve maliyetini etkiler.
Sonuç:
Genel Toleranslar ISO 2768, endüstriyel projelerde hassasiyet ve kaliteyi bir araya getirerek güvenilir ve uyumlu ürünlerin üretilmesini sağlar. Doğru toleransları seçmek, projenizin başarısını etkiler ve hatalı üretimi önler. ISO 2768 standartları hakkında daha fazla bilgi almak veya projeniz için doğru toleransları belirlemek için bir uzmana başvurmanız önemlidir. Bu, projelerinizin hassasiyetini ve kalitesini artırmanıza yardımcı olabilir.
Teknik Resim Çizimlerinde; Tolerans verilmeyen ölçülerin de bir tolerans değerine sahip olması gerekir. Aşağıda DIN ISO 2768 (General Tolerances) Genel toleranslar Tablosu verilmiştir. Antette yer alan örneğin DIN ISO 2768 ORTA ifadesinin karşılığını aşağıdaki tablolardan bulabilirsiniz. Toleransı olmayan 20 boy ölçüsünün toleransı Tabloya göre; ± 0.2 mm’dir.
Ölçü aslında yazmasada; 20 ± 0.2 mm’dir.

 Loading...
Loading...

Cıvatalar Belirli Bir kuvvetten, yükten sonra dayanamaz koparlar. Tabi ki bunu kimse istemez.
Aşağıda Metrik Standart Cıvatalarının Emniyet Yük Değerleri verilmiştir. Yük birimleri Newton Cinsindendir. 9,8 Newton yaklaşık 1 kg yük Demektir. Tablodaki değerden 4 sıfır atarsanız ton cinsinden bir değer bulursunuz. Bu da size size cıvatanın dayanıp dayanmayacağına dair bir fikir verir.

Aşağıda cıvataların Emiyet yük değerlerini bulabilirsiniz.
Değerler Newton cinsinden verilmiştir. Kilograma çevirmek için (yaklaşık olarak) 10 a bölmek yeterli olacaktır.

Örneğin M20 – 12.9 Kalite cıvata 288000 Newton yani 28800 kg’a (28.8ton) yüke dayanır.

Hidrolik Silindir (Piston) Kuvvet Hesabı, hidrolik makine tasarımı yapacak bir mühendisin sıkça kullandığı hesapların başında gelir. Sistem çalışma basıncında hidrolik silindirlerin itme ve çekme kuvvetlerini her seferinde elle hesaplamak yerine bu hesaplama motorunu kullanabilirsiniz. Aşağıdaki bölümde arzu ederseniz hesaplama formüllerini ekledik, ne nerden geliyor anlaşılsın diye. sektörde bu işler uğraşanlara bir faydamız olur umarım.

Hidrolik silindir (piston) itme ve çekme kuvvetlerini el ile hesaplamak isterseniz aşağıdaki formüllerden faydalanabilirsiniz.
P – Sistem Çalışma Basıncı (N/mm2)
A1 – Boru İç Çapı (mm)
A2 – Rot (Mil) Çapı (mm)
F itme – İtme Kuvveti (N)
F çekme – Çekme Kuvveti (N)
İtme Kuvveti Hesaplama aşağıdaki şekilde yapılır.
Öncelikle P basıncı Bar’dan N/mm2‘ye çevrilir. 1 Bar = 0.1 N/mm2
F itme = P(πA12/4)
Çekme Kuvveti Hesaplama aşağıdaki şekilde yapılır.
Öncelikle P basıncı Bar’dan N/mm2‘ye çevrilir. 1 Bar = 0.1 N/mm2
F çekme = P(π(A12-A22)/4)



Sertlik genel anlamda malzemenin deformasyona karşı gösterdiği direnç olarak tanımlanır. Sertlik direkt bir büyüklük olmayıp daha yüksek dayanımda bir malzemenin kendisinden daha düşük dayanımda diğer bir malzeme üzerinde yapmış olduğu deformasyon üzerinden hesaplanmaktadır. Deformasyon ne kadar küçük ise malzemenin sertliği o derece yüksektir şeklinde değerlendirme yapılabilir.
Metal malzemelerde yaygın olarak kullanılan sertlik metotları Rockwell, Brinell ve Vickers olup bu yöntemler izin büyüklüğü veya derinliği üzerinden hesaplanmasına, kullanılan uç yapısına ve uygulanan ağırlıklara göre çeşitlenmektedir.
Plastik malzemelerde ise çoğunlukla malzeme üzerinde kalıcı bir deformasyon olmadığı sebebiyle yük uygulanmaya devam ederken, ucun malzemeye batma miktarı üzerinden hesaplanan Shore ve IRHD yöntemleri ile sertlik ölçümleri yapılmakta olup; çok sert plastiklerde bazen Rockwell yöntemi kullanılabilmektedir.
Malzeme üzerine elmas konik veya çeşitli çaplarda çelik bilye uçların 15 ile 150kg arası çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan iz derinliği üzerinden hesaplanmaktadır. Oluşan izin derinliğindeki 1 µm ‘luk değişim, yaklaşık olarak 2 Rockwell değerine karşılık gelmektedir. Bu nedenle derinlik ölçme sisteminin çok hassas olması gerekmektedir.
Malzeme üzerine çeşitli çaplarda bilya uçların 1 ile 3000kg arasında çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan izin çapı üzerinden hesaplanmaktadır. Görüntünün netliği ve köşegen ölçme sisteminin hassasiyeti, ölçüm hassasiyeti ile direkt ilgilidir.
Malzeme üzerine 136° piramit elmas ucun 0.01 ile 100kg arası çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan izin köşegenleri arası mesafe üzerinden hesaplanmaktadır. Görüntünün netliği ve köşegen ölçme sisteminin hassasiyeti, ölçüm hassasiyeti ile direk ilgilidir.
Çeşitli sertlikteki plastik, kauçuk, elastomer, kumaş, sünger gibi malzemelerin sertliğini ölçmek için kullanılmaktadır. Batıcı uç ve kullanılan ağırlığa göre sınıflandırılmaktadır.
0.5mm kalınlıktan itibaren ince plastik, kauçuk türü malzemeler üzerinde çeşitli çaplarda uçlar kullanılarak gerçekleştirilmektedir.
Başka bir Bakış Açısıyla, Başka bir kaynaktan;
Malzemelerde sertlik ölçümü, bir malzemenin yüzey sertliğini belirlemek için yapılan önemli bir malzeme karakterizasyon yöntemidir. Sertlik ölçümü, malzemenin dayanıklılığı, aşınma direnci, tokluk ve mukavemet gibi önemli mekanik özelliklerini anlamada ve karşılaştırmada kullanılır. Bu ölçüm, endüstriyel uygulamalardan bilimsel araştırmalara kadar geniş bir yelpazede önemli bir rol oynar.
Sertlik Ölçüm Yöntemleri:
Malzemelerin sertliğini ölçmek için farklı yöntemler kullanılır. İşte en yaygın kullanılan sertlik ölçüm yöntemlerinden bazıları:
Sertlik ölçüm yöntemleri, malzemenin fiziksel özelliklerine ve uygulamanın gerekliliklerine göre seçilir. Genellikle sertlik ölçümleri, malzemenin yapısal bütünlüğünü, kalitesini ve performansını değerlendirmek için kalite kontrolü, üretim ve araştırma alanlarında yaygın olarak kullanılır.
Unutmayın ki bu, sadece bir örnek makale başlangıcıdır. Tam bir makale yazmak, seçtiğiniz yöntemleri ayrıntılı bir şekilde açıklamak, farklı sertlik skalaları hakkında bilgi vermek ve her yöntemin avantajlarını ve dezavantajlarını ele almak gerekecektir.
Sertlik ölçüm yöntemleri ve farklı sertlik skalaları hakkında daha fazla bilgi;
1. Brinell Sertlik Ölçümü:
2. Rockwell Sertlik Ölçümü:
3. Vickers Sertlik Ölçümü:
4. Knoop Sertlik Ölçümü:
5. Shore Sertlik Ölçümü:
Her yöntemin avantajları ve dezavantajları, belirli uygulamalar ve malzemeler için uygunluğunu belirler. Bu nedenle, sertlik ölçüm yöntemi seçerken, ölçüm yapılacak malzemenin özellikleri, numunenin boyutları, sertlik aralığı ve diğer gereksinimler göz önünde bulundurulmalıdır.
| ROCKWELL | BRINELL | VICKERS | KNOOP | SCLERO-SCOPE | ||||||||
| HRA | HRB | HRC | HRD | HRE | HRF | SUPERFICIAL | 3000 kgf | HV | 500 gf | |||
| 15N | 30N | 45N | 10 mm | |||||||||
| 85,6 | 68 | 76,9 | 93,2 | 84,4 | 75,4 | 940 | 920 | 97,3 | ||||
| 85 | 67 | 76,1 | 92,9 | 83,6 | 74,2 | 900 | 895 | 95 | ||||
| 84,5 | 66 | 75,4 | 92.5 | 82,8 | 73,3 | 865 | 870 | 92,7 | ||||
| 83,9 | 65 | 74,5 | 92,2 | 81,9 | 72 | 739 | 832 | 846 | 90,6 | |||
| 83,4 | 64 | 73,8 | 91,8 | 81,1 | 71 | 722 | 800 | 822 | 88,5 | |||
| 82,8 | 63 | 73 | 91,4 | 80,1 | 69,9 | 705 | 772 | 799 | 86,5 | |||
| 82,3 | 62 | 72,2 | 91,1 | 79,3 | 68,8 | 688 | 746 | 776 | 84,5 | |||
| 81,8 | 61 | 71,5 | 90,7 | 78,4 | 67,7 | 670 | 720 | 754 | 82,6 | |||
| 81,2 | 60 | 70,7 | 90,2 | 77,5 | 66,6 | 654 | 697 | 732 | 80,8 | |||
| 80,7 | 59 | 69,9 | 89,8 | 76,6 | 65,5 | 634 | 674 | 710 | 79 | |||
| 80,1 | 58 | 69,2 | 89,3 | 75,7 | 64,3 | 615 | 653 | 690 | 77,3 | |||
| 79,6 | 57 | 68,5 | 88,9 | 74,8 | 63,2 | 595 | 633 | 670 | 75,6 | |||
| 79 | 56 | 67,7 | 88,3 | 73,9 | 62 | 577 | 613 | 650 | 74 | |||
| 78,5 | 55 | 66,9 | 87,9 | 73 | 60,9 | 560 | 595 | 630 | 72,4 | |||
| 78 | 54 | 66,1 | 87,4 | 72 | 59,8 | 543 | 577 | 612 | 70,9 | |||
| 77,4 | 53 | 65,4 | 86,9 | 71,2 | 58,6 | 525 | 560 | 594 | 69,4 | |||
| 76,8 | 52 | 64,6 | 86,4 | 70,2 | 57,4 | 512 | 544 | 576 | 67,9 | |||
| 76,3 | 51 | 63,8 | 85,9 | 69,4 | 56,1 | 496 | 528 | 558 | 66,5 | |||
| 75,9 | 50 | 63,1 | 85,5 | 68,5 | 55 | 481 | 513 | 542 | 65,1 | |||
| 75,2 | 49 | 62,1 | 85 | 67,6 | 53,8 | 469 | 498 | 526 | 63,7 | |||
| 74,7 | 48 | 61,4 | 84,5 | 66,7 | 52,5 | 455 | 484 | 510 | 62,4 | |||
| 74,1 | 47 | 60,8 | 83,9 | 65,8 | 51,4 | 442 | 471 | 495 | 61,1 | |||
| 73,6 | 46 | 60 | 83,5 | 64,8 | 50,3 | 432 | 458 | 480 | 59,8 | |||
| 73,1 | 45 | 59,2 | 83 | 64 | 49 | 421 | 446 | 466 | 58,5 | |||
| 72,5 | 44 | 58,5 | 82,5 | 63,1 | 47,8 | 409 | 434 | 452 | 57,3 | |||
| 72 | 43 | 57,7 | 82 | 61,3 | 46,7 | 400 | 423 | 438 | 56,1 | |||
| 71,5 | 42 | 56,9 | 81,5 | 60,4 | 45,5 | 390 | 412 | 426 | 54,9 | |||
| 70,9 | 41 | 56,2 | 80,9 | 59,5 | 44,3 | 381 | 402 | 414 | 53,7 | |||
| 70,4 | 40 | 55,4 | 80,4 | 58,6 | 43,1 | 371 | 392 | 402 | 52,6 | |||
| 69,9 | 39 | 54,6 | 79,9 | 58.5 | 41,9 | 362 | 382 | 391 | 51,5 | |||
| 69,4 | 38 | 53,8 | 79,4 | 57,7 | 40,8 | 353 | 372 | 380 | 50,4 | |||
| 68,9 | 37 | 53,1 | 78,8 | 56,8 | 39,6 | 344 | 363 | 370 | 49,3 | |||
| 68,4 | 36 | 52,3 | 78,3 | 55,9 | 38,4 | 336 | 354 | 360 | 48,2 | |||
| 67,9 | 35 | 51,5 | 77,7 | 55 | 37,2 | 327 | 345 | 351 | 47,1 | |||
| 67,4 | 34 | 50,8 | 77,2 | 54,2 | 36,1 | 319 | 336 | 342 | 46,1 | |||
| 66,8 | 33 | 50 | 76.6 | 53,3 | 34,9 | 311 | 327 | 334 | 45,1 | |||
| 66,3 | 32 | 49,2 | 76,1 | 52,1 | 33,7 | 301 | 318 | 326 | 44,1 | |||
| 65,8 | 31 | 48,4 | 75.6 | 51,3 | 32,5 | 294 | 310 | 318 | 43,1 | |||
| 65,3 | 30 | 47,7 | 75 | 50,4 | 31,3 | 286 | 302 | 311 | 42,2 | |||
| 64,8 | 29 | 47 | 74,5 | 49,5 | 30,1 | 279 | 294 | 304 | 41,3 | |||
| 64,3 | 28 | 46,1 | 73,9 | 48,5 | 28,9 | 271 | 286 | 297 | 40,4 | |||
| 63,8 | 27 | 45,2 | 73,3 | 47,7 | 27,8 | 264 | 279 | 290 | 39,5 | |||
| 63,3 | 26 | 44,6 | 72,8 | 46,8 | 26,7 | 258 | 272 | 284 | 38,7 | |||
| 62,8 | 25 | 43,8 | 72,2 | 45,9 | 25,5 | 253 | 266 | 278 | 37,8 | |||
| 62,4 | 24 | 43,1 | 71,6 | 45 | 24,3 | 247 | 260 | 272 | 37 | |||
| 62 | 23 | 42,1 | 71 | 44 | 23,1 | 243 | 254 | 266 | 36,3 | |||
| 61,5 | 100 | 22 | 41,6 | 70.5 | 43,2 | 22 | 237 | 248 | 261 | 35,5 | ||
| 61 | 99 | 21 | 40,9 | 69,9 | 42,3 | 20,7 | 231 | 243 | 256 | 34,8 | ||
| 60,5 | 98 | 20 | 40,1 | 69.4 | 41,5 | 19,6 | 226 | 238 | 251 | 34,2 | ||
| ROCKWELL | BRINELL | VICKERS | KNOOP | |||||||
| HRB | HRC | HRD | HRE | HRF | SUPERFICIAL | 3000 kgf | HV | 500 gf | ||
| 15T | 30T | 45T | 10 mm | |||||||
| 100 | 22 | 93,1 | 83,1 | 72,9 | 240 | 240 | 251 | |||
| 99 | 21 | 92,8 | 82,5 | 71,9 | 234 | 234 | 246 | |||
| 98 | 20 | 92,5 | 81,8 | 70,9 | 228 | 228 | 241 | |||
| 97 | 18,5 | 92,1 | 81,1 | 69,9 | 222 | 222 | 236 | |||
| 96 | 16,5 | 91,8 | 80,4 | 69,8 | 216 | 216 | 231 | |||
| 95 | 15 | 91,5 | 79,8 | 67,9 | 210 | 210 | 226 | |||
| 94 | 14 | 91,2 | 79,1 | 66,9 | 205 | 205 | 221 | |||
| 93 | 12,5 | 90,8 | 78,4 | 65,9 | 200 | 200 | 216 | |||
| 92 | 11 | 90,5 | 77,8 | 64,8 | 195 | 195 | 211 | |||
| 91 | 9,5 | 90,2 | 77,1 | 63,8 | 190 | 190 | 206 | |||
| 90 | 8 | 89,9 | 76,4 | 62,8 | 185 | 185 | 201 | |||
| 89 | 7 | 89,5 | 75,8 | 61,8 | 180 | 180 | 196 | |||
| 88 | 6 | 89,2 | 75,1 | 60,8 | 176 | 176 | 192 | |||
| 87 | 4,5 | 88,9 | 74,4 | 59,8 | 172 | 172 | 188 | |||
| 86 | 3 | 88,6 | 73,8 | 58,8 | 169 | 169 | 184 | |||
| 85 | 2 | 88,2 | 73,1 | 57,8 | 165 | 165 | 180 | |||
| 84 | 1 | 87,9 | 72,4 | 56,8 | 162 | 162 | 176 | |||
| 83 | 0 | 87,6 | 71,8 | 55,8 | 159 | 159 | 173 | |||
| 82 | 87,3 | 71,1 | 54,8 | 156 | 156 | 170 | ||||
| 81 | 86,9 | 70,4 | 53,8 | 153 | 153 | 167 | ||||
| 80 | 86,6 | 69,7 | 52,8 | 150 | 150 | 164 | ||||
| 79 | 86,3 | 69,1 | 51,8 | 147 | 147 | 161 | ||||
| 78 | 86 | 68,4 | 50,8 | 144 | 144 | 158 | ||||
| 77 | 85,6 | 67,7 | 49,8 | 141 | 141 | 155 | ||||
| 76 | 85,3 | 67,1 | 48,8 | 139 | 139 | 152 | ||||
| 75 | 99,6 | 85 | 66,4 | 47,8 | 137 | 137 | 150 | |||
| 74 | 99,1 | 84,7 | 65,7 | 46,8 | 135 | 135 | 147 | |||
| 73 | 98,5 | 84,3 | 65,1 | 45,8 | 132 | 132 | 145 | |||
| 72 | 98 | 84 | 64,4 | 44,8 | 130 | 130 | 143 | |||
| 71 | 97,4 | 83,7 | 63,7 | 43,8 | 127 | 127 | 141 | |||
| 70 | 96,8 | 83,4 | 63,1 | 42,8 | 125 | 125 | 139 | |||
| 69 | 96,2 | 83 | 62,4 | 41,8 | 123 | 123 | 137 | |||
| 68 | 95,6 | 82,7 | 61,7 | 40,8 | 121 | 121 | 135 | |||
| 67 | 95,1 | 82,4 | 61 | 39,8 | 119 | 119 | 133 | |||
| 66 | 94,5 | 82,1 | 60,4 | 38,7 | 117 | 117 | 131 | |||
| 65 | 93,9 | 81,8 | 59,7 | 37,7 | 116 | 116 | 129 | |||
| 64 | 93,4 | 81,4 | 59 | 36,7 | 114 | 114 | 127 | |||
| 63 | 92,8 | 81,1 | 58,4 | 35,7 | 112 | 112 | 125 | |||
| 62 | 92,2 | 80,8 | 57,7 | 34,7 | 110 | 110 | 124 | |||
| 61 | 91,7 | 80,5 | 57 | 33,7 | 108 | 108 | 122 | |||
| 60 | 91,1 | 80,1 | 56,4 | 32,7 | 107 | 107 | 120 | |||
| 59 | 90,5 | 79,8 | 55,7 | 31,7 | 106 | 106 | 118 | |||
| 58 | 90 | 79,5 | 55 | 30,7 | 104 | 104 | 117 | |||
| 57 | 89,4 | 79,2 | 54,4 | 29,7 | 103 | 103 | 115 | |||
| 56 | 88,8 | 78,8 | 53,7 | 28,7 | 101 | 101 | 114 | |||
| 55 | 88,2 | 78,5 | 53 | 27,7 | 100 | 100 | 112 | |||
| 54 | 87,7 | 78,2 | 52,4 | 26,7 | 111 | |||||
| 53 | 87,1 | 77,9 | 51,7 | 25,7 | 110 | |||||
| 52 | 86,5 | 77,5 | 51 | 24,7 | 109 | |||||
| 51 | 86 | 77,2 | 50,3 | 23,7 | 108 | |||||
| 50 | 85,4 | 76,9 | 49,7 | 22,7 | 107 | |||||
| 49 | 84,8 | 76,6 | 49 | 21,7 | 106 | |||||
| 48 | 84,3 | 76,2 | 48,3 | 20,7 | 105 | |||||
| 47 | 83,7 | 75,9 | 47,7 | 19,7 | 104 | |||||
| 46 | 83,1 | 75,6 | 47 | 18,7 | 103 | |||||
| 45 | 82,6 | 75,3 | 46,3 | 17,7 | 102 | |||||
| 44 | 82 | 74,9 | 45,7 | 16,7 | 101 | |||||
| 43 | 81,4 | 74,6 | 45 | 15,7 | 100 | |||||
| 42 | 80,8 | 74,3 | 44,3 | 14,7 | 99 | |||||
| 41 | 80,3 | 74 | 43,7 | 13,6 | 98 | |||||
| 40 | 79,7 | 73,6 | 43 | 12,6 | 97 | |||||
| 39 | 79,1 | 73,3 | 42,3 | 11,6 | 96 | |||||
| 38 | 78,6 | 73 | 41,6 | 10,6 | 95 | |||||
| 37 | 78 | 72,7 | 41 | 9,6 | 94 | |||||
| 36 | 77,4 | 72,3 | 40,3 | 8,6 | 93 | |||||
| 35 | 76,9 | 72 | 39,6 | 7,6 | 92 | |||||
| 34 | 76,3 | 71,7 | 39 | 6,6 | 91 | |||||
| 33 | 75,7 | 71,4 | 38,3 | 5,6 | 90 | |||||
| 32 | 75,2 | 71 | 37,6 | 4,6 | 89 | |||||
| 31 | 74,6 | 70,7 | 37 | 3,6 | 88 | |||||
| 30 | 74 | 70,4 | 36,3 | 2,6 | 87 | |||||
Çelik Malzeme Karşılaştırma ve dönüşüm tablosu için tıklayın
İslam aleminde “müminlerin bayramı” olarak kabul edilen Cuma günü, sadece bir takvim yaprağı değil; ruhun dinlendiği, ellerin semaya açıldığı ve gönüllerin birleştiği özel bir zaman dilimidir. Sevdiklerimize gönderdiğimiz bir “Hayırlı Cumalar” mesajı, bazen aradaki mesafeleri eritir, bazen de bir gönle dokunarak günün bereketlenmesine vesile olur.
Bu yazımızda, sevdiklerinizle WhatsApp, Instagram, Facebook veya SMS yoluyla paylaşabileceğiniz en yeni, en anlamlı ve dualı Cuma mesajlarını kategoriler halinde bir araya getirdik.
“Rabbim bu mübarek Cuma gününde kalbinizden geçen her hayırlı duayı, alnınıza kader diye yazsın. Cumanız mübarek olsun.“
“Gönüller huzurla, eller dua ile dolsun. Bir Cuma daha bizlere nasip eden Allah’a hamdolsun. Selam ve dua ile…”
“Güneşin doğduğu her yer rahmet, kalplerin çarptığı her an bereket olsun. Bu özel günde tüm dualarınızın kabul olması dileğiyle. Hayırlı Cumalar.“
“Allah’ım; darlığımıza bolluk, kalbimize ferahlık, hastalarımıza şifa, dertlilerimize deva ihsan eyle. Cumanız mübarek olsun.“
Hızlıca paylaşmak isteyenler için zarif ve kısa seçenekler:
“Dualarda buluşmak ümidiyle, Cumanız mübarek olsun.“
“Rabbim bizi hayra anahtar, şerre kilit eylesin. Hayırlı Cumalar.“
“Gül kokulu Cumalar, huzur dolu yarınlar dilerim.”
“Niyetimiz salih, akıbetimiz hayır, Cumamız mübarek olsun.“
Peygamber Efendimiz (S.A.V) buyuruyor ki: “Üzerine güneşin doğduğu en hayırlı gün Cuma günüdür.” Bu müjdeye layık olabilmek duasıyla…
“Ey Rabbim! Bu mübarek Cuma hürmetine, bizi sevdiğin kulların arasına kat. Bizleri affet, bizlere merhamet et. Amin, Hayırlı Cumalar.“
“Allah’ım! Senden dünya ve ahirette afiyet diliyorum. Bu güzel günün feyzi üzerinize olsun. Cumanız mübarek olsun.“
“İşlerimize kolaylık, ömrümüze bereket, kalplerimize merhamet ver Ya Rabbi! Hayırlı, huzurlu Cumalar.“
“Mesafeler uzak olsa da duaların birleştirdiği gönüller var. Güzel dostlarım, Cumanız mübarek olsun.“
“Ailemizin üzerine rahmet, evimize bereket, gönlümüze muhabbet dolsun. Hepinize hayırlı Cumalar.”
“Bugün öyle bir dua et ki; günahın tövbeye, dertlerin şifaya, kalbin huzura dönüşsün. Mübarek Cuma gününüz kutlu olsun.
Cuma mesajları sadece bir gelenek değil, aynı zamanda bir hatırlatmadır. Birbirimize hayır dua etmek, İslam ahlakının en güzel örneklerinden biridir. Unutmayın ki, “Bir Müslümanın, din kardeşine gıyabında yaptığı dua kabul olunur.”
Resimli Cuma Mesajı
Editörün Notu: Yukarıdaki mesajları kopyalayarak sevdiklerinize gönderebilir, sayfamızdaki özel tasarlanmış Cuma resimlerini galeri bölümünden indirebilirsiniz.
Siz de en sevdiğiniz Cuma duasını yorum kısmına yazarak sayfamıza bereket katabilirsiniz!

Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı
Cuma Mesajı


Focus Focus Mk3 (Trend, Trendx) (2011-2014) ve makyajlı kasalarda (2015-2018) kullanıcıların en çok şikayet ettiği konulardan biri Bluetooth sistemidir. Bazı modellerde Bluetooth hiç yoktur, bazılarında ise “Sync” modülü zamanla donar veya bozulur. Serviste modül değişimi oldukça maliyetli olabilir.
Donanımsal Eksiklik: Trend paketlerde sadece AUX girişi olması.
Modül Arızası: Mevcut Bluetooth modülünün telefonları görmemesi veya ses kesintileri.
Yazılım Uyumsuzluğu: Eski tip modüllerin yeni nesil akıllı telefonlarla eşleşememesi.
İşte burada benim uyguladığım ve oldukça verimli çalışan yöntem devreye giriyor. Karmaşık kablo tesisatları veya pahalı multimedya ekranları yerine, USB Bluetooth Adaptör kullanarak bu sorunu çözüyoruz.
Ford Focus Mk3 (2011-2018) araç sahiplerinin en çok zorlandığı konulardan biri, telefonunu araca bağlayıp müzik dinleyememektir. Özellikle Bluetooth modülü olmayan veya modülü arızalanan araçlar için piyasada çok fazla çözüm var, ancak ben en temiz ve kablosuz yöntemi buldum.
Bu yazıda, Heartz USB Bluetooth Adaptör ile bu sorunu nasıl sıfır kablo kalabalığıyla çözdüğünüzü anlatacağım.
Piyasadaki birçok Bluetooth adaptörü, enerji için USB’yi, ses iletimi için ise ekstra bir AUX kablosunu kullanır. Ancak benim Trendyol’dan aldığım Heartz marka cihazda 3.5 mm jack kablosu yok! Gerek de yok. Cihaz, sesi doğrudan USB portu üzerinden dijital olarak aktarıyor.
Kurulum o kadar basit ki, herhangi bir teknik destek almanıza gerek kalmıyor:
USB Portuna Takın: Cihazı aracınızın kolçak içindeki veya teyp panelindeki USB girişine takın.
Telefonla Eşleştirin: Telefonunuzun Bluetooth menüsünden cihazı bulup saniyeler içinde eşleştirin.
Medya Seçimi: Araç teybiniz üzerinden AUX veya MEDIA tuşuna basarak giriş kaynağını USB/Bluetooth olarak belirleyin.
Müziği Başlatın: Spotify, YouTube veya telefonunuzdaki herhangi bir uygulamadan müziği açın. Ses doğrudan aracın hoparlörlerinden gelecektir.
Bu cihazın kullanım konforu çok yüksek olsa da dürüst bir kullanıcı deneyimi olarak bir noktayı belirtmem gerekiyor: Müzik geçişlerinde veya videolarda yaklaşık 3-4 saniyelik bir gecikme yaşanıyor. Yani şarkıyı değiştirdiğinizde veya videoyu başlattığınızda ses 3-4 saniye sonra geliyor. Ancak sadece müzik dinleyen biriyseniz bu durum kullanım konforunu etkileyen büyük bir sorun teşkil etmiyor.
Ford aracınızın Şarkı atlatma tuşu çalışıyor. (Ben sadece spotify de denedim)
Kablo Kalabalığı Yok: AUX kablosuyla uğraşmazsınız, görüntü kirliliği yaratmaz.
Ekonomik: Yeni bir multimedya ekranı taktırmaktan veya orijinal modülü tamir ettirmekten çok daha ucuz.
Pratik: Tak ve çalıştır mantığıyla çalışır.
Ford Focus Mk3 aracınızda Bluetooth yoksa, Heartz USB adaptör bu işi en şık şekilde çözen araç gereçlerden biri. Trendyol gibi platformlardan kolayca bulabileceğiniz bu cihaz, küçük gecikmesine rağmen fiyat/performans açısından 10 numara bir çözüm sunuyor.
Ayrıca sadece focus değil usb bağlayıp müzik dinlediğiniz her marka araba teybinde kullanabilirsiniz, Usb ile müzik dinlediğiniz müzik setlerinde de kullanabilirsiniz. Usb girişi bluetooth oluyor.
Aracınızda Aux girişi varsa (benimkinde yok) bir tarafı usb bir tarafı 3.5mm jack lı olanlar var, onu da kullanabilirsiniz, onların usb ucunu bir çakmaklık şarj cihazına da bağlayıp kullanılabiliyor.
Ben burdan aldım:
“Sizin aracınızda hangi yöntem çalıştı?” ve “Gecikme süresi sizin için önemli mi?” düşüncelerinizi yazarsanız sevinirim.