

Bep-tr2 BEP-BUY’da sıkça karşılaşılan sorunlar ve çözümleri
[...]
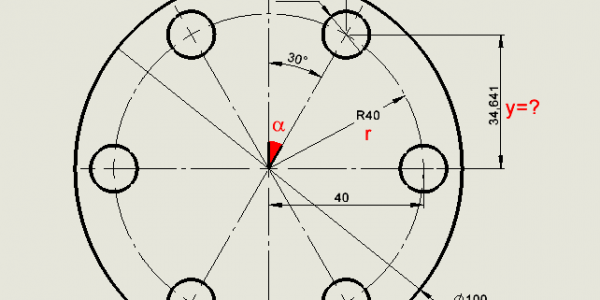
Açı ve Yarıçap ile Koordinat Hesaplama; İş parçalarında deliklerin konumu verilirken genelde, yarıçap ve açı kullanılır. Tasarımcı veya Teknik Ressamlar yarıçap ve açıyı verirler. Bu yeterli diye düşünürler. Bence de yeterli ama, ama benim sanayide gördüğüm, cnc kullanan operatörler, deliğin koordinat değerlerinin x ekseni ve y eksenine göre verilmesini istiyorlar.

Yeni Binalarınızın, mimari çizimine uygun tasarımını, Mevcut Binalarınızın, dış cephe yalıtım veya boya işlerinden sonraki bitmiş halini görmeniz için Render resimler üretmekteyiz.
Resimli cuma mesajları için anlamlı ve yeni sözler perşembe gecesinden paylaşımları artmaya başladı. Aralık ayının üçüncü cuma gününde, en şık, hadisli ve ayetli cuma mesajları yine ilgi görecek diye umuyoruz. Hayırlı cuma sözlerine vesile olan dualı ve anlamlı cuma mesajları arasından bu hafta da kısa, yeni ve farklı olanlar tercih nedeni olacak. Küs olanların barışmasına vesile olan, dua bekleyenleri manevi huzura kavuşturan farklı, hadisli ve en güzel, resimli cuma mesajlarını sizler için bu yazımızda topladık.

Allah’ım; Yolda olana “Selâmet” Hasta olana “Afiyet” Darda olana “Metanet” Nasip Eyle.. Hayırlı cumalar.
Bilesiniz ki, kalpler ancak Allah’ı anmakla mutmain olur. (Ra’d Suresi, 28)Hayırlı Cumalar.Rabbim, sevginle dopdolu yüreklerle sana kavuşmayı ve sevdiklerimizle sonsuzlukta buluşmayı nasip eyle, amin. Hayırlı Cumalar. (8)
Cennet bahçelerinin gülleri yüzünüze, bülbüllerin nameleri dilinize, Allah’ın sevgisi gönlünüze ve bu güzel günün bereketi üzerinize olsun.
Allah’ın rahmeti ve bereketi üzerimize olsun! Cumanız mübarek olsun.
Bizleri nimetlerine şükreden, takdirine rıza gösteren, belâ ve musibetlere sabreden, korktuklarından emin, umduklarına nail olan bahtiyar kullarından eyle Allah’ım! Amin. Cumanız mübarek olsun.

Allah’ın Selamı Rahmeti, Bereketi üzerimize olsun! Günümüz aydın Cumamız Mübarek Olsun! Hayırlı Cumalar.
Rablerinden korkanlar bölük bölük cennete sevk edilmektedir. Nihayet oraya vardıklarında kapıları açılır ve bekçileri onlara: Selam sizlere ne hoşsunuz; ebedi olarak içinde kalmak üzere haydi girin oraya derler. Hayırlı Cumalar.
AIIah’tan bir dua gibi Peygamber’den bir armağan gibi sevabınız boI oIsun! HayırIı CumaIar…
“Duaların geri çevrilmeyeceği bugünde rabbim dualarımızı kabul etsin. Bizleri rahmetinden mahrum bırakmasın güzel Mevlam.”

Esirgeyen ve Bağışlayan Allah’ın adıyla “Her türlü hamd ve övgü, kuluna Kitab’ı indiren ve onda hiçbir yanlışlığa yer vermeyen Allah’a mahsustur.” (Kehf, 18/1) Dualarınızın kabul olması dileğiyle.
Gönlümüzden geçenler ömrümüze yazılsın. Herkese içindeki iyilik kadar iyi bir hayat dilerim. Kurumuş kütüğe bile nice çiçekler bahşeden Yüce Rabbim! Kuruyan yüreklerimizi de Rahmet yağmurlarınla yeşert. Hayırlı Cumalar“
Ümmetin, milletin Cuma’sı hayırlara vesile olsun. Allah, namaz ve dualarımızı yüce katında makbul kılsın. Hasta kullarına şifa buyursun. Zordaki kullarını selâmete ulaştırsın. Bizi görünür, görünmez her sıkıntıdan kurtarsın ve korusun. Hayırlı cumalar
Rabbim, sevginle dopdolu yüreklerle sana kavuşmayı ve sevdiklerimizle sonsuzlukta buluşmayı nasip eyle, amin. Hayırlı Cumalar.

Yerin, göğün, mülkün ve her türlü iyiliğin sahibi, Yüce Mevlam’ın ümidinizi kaybettiğinizde sizin için yazdığı kaderin, hayallerinizden daha güzel olduğunu hatırlatacağı, gönlünüzce bir gün olsun inşallah. Hayırlı cumalar.
Her yerde olmak gibi bir duan varsa gönüllere gir. Çünkü sevenler sevdiklerini gönüllerde taşır. Hayırlı cumalar.
Ben, beni seven ümmetimi almadan cennete girmem.’ Diyen Sevgilinin (S.A.V) ümmeti olmanın hakkını verebilmek duası ile hayırlı cumalar dilerim.- Melekler daima duacınız olsun. Yüreğiniz ferah, ilhamınız bol olsun. Sevgili peygamberimiz, şefaatçimiz olsun. Cumamız mübarek olsun.
Kalp kırmayı, gönül yıkmayı umursamıyor ve sonra kalkıp imandan bahsediyor insanlar. iman, ayet ve hadisleri nefsimize göre tefsir etmek değil, imanlı olmak kalp kırmamaktır. Hayırlı cumalar…

Gönlümüzden geçenler ömrümüze yazılsın. Herkese içindeki iyilik kadar iyi bir hayat dilerim.
Bizi dostlarına dost, düşmanlarına düşman olanlardan ve sabreden ve şükredenlerden eyle! İşinde sebat eden, nimetine şükreden, ibadetini güzel yapan, doğru konuşanlardan eyle Ya Rabbim. Amin. Hayırlı Cumalar dilerim.
Kurumuş kütüğe bile nice çiçekler bahşeden Yüce Rabbim! Kuruyan yüreklerimizi de Rahmet yağmurlarınla yeşert. Hayırlı Cumalar
Bunlar, ALLAH’a ve Ahiret gününe inanırlar, iyiliği emreder, kötülükten menederler ve hayr’larda yarışırlar. İşte bunlar iyi kimselerdendir. (Al-i İmran Suresi 3/114) #HayırlıCumalar
“Şüphesiz güçlükle beraber bir kolaylık vardır.” Hayırlı cumalar | İnşirâh Sûresi, 5. Ayet
Kendilerine: “Yeryüzünde bozgunculuk yapmayın” dendiği zaman, “Bizler sadece ıslah edicileriz” derler. İyi bilin ki, asıl bozguncular kendileridir, lakin farkında değillerdir. [ Bakara Suresi 11-12. Ayet ]Cumanızı tebrik ederim.
Rasûlullah (s.a.v) şöyle buyurdu: “Fakirleri kollayıp gözetiniz. Aranızdaki zayıflar sâyesinde Allah’dan yardım görüp ve rızıklandığınızdan şüpheniz olmasın.” (Ebû Dâvûd, Cihâd 70)Cuma günIeri, duanın kabuI oIacağı bir an vardır. Cumanın gündüzü, gecesinden daha kıymetIidir. AIIah Cumamızı ve ettiğimiz duaIarı kabuI etsin inşaIIah.
Allah’ım; Yolda olana “Selâmet” Hasta olana “Afiyet” Darda olana “Metanet” Nasip Eyle.. Hayırlı cumalar.
Ben, beni seven ümmetimi almadan cennete girmem.’ Diyen Sevgilinin (S.A.V) ümmeti olmanın hakkını verebilmek duası ile hayırlı cumalar dilerim.
Allah’ım dilimizden ve gönlümüzden adını eksik etme Bizlere senin sevdiklerinin arasında olmayı ve cemalini görebilmeyi nasip et. Hayırlı Cumalar…
Allah’ım; Yolda olana “Selâmet” Hasta olana “Afiyet” Darda olana “Metanet” Nasip Eyle.. Hayırlı cumalar.

Cennet bahçelerinin gülleri yüzünüze, bülbüllerin nameleri dilinize, Allah’ın sevgisi gönlünüze ve bu güzel günün bereketi üzerinize olsun.
Her şeyin en iyisine sahip olanlar değil, sahip olduklarının tadını çıkaranlar mutludur. Hayırlı cumalar.
Güzellikler içinizi aydınlatsın, yüzünüzden ve yüreğinizden tebessüm eksilmesin. Rabbim, sevdiği kullarından eylesin sizleri ve tabi ki bizleri. Hayırlı cumalar dilerim.
Makbul, dua ve tövbelerimizi kabul, sağlığımızı daim, kazancımızı bereketli, kalplerimizi ve evlerimizi huzurla doldursun İnşallah.

Kurumuş kütüğe bile nice çiçekler bahşeden Yüce Rabbim! Kuruyan yüreklerimizi de Rahmet yağmurlarınla yeşert. Hayırlı Cumalar
Rabbim, sevginle dopdolu yüreklerle sana kavuşmayı ve sevdiklerimizle sonsuzlukta buluşmayı nasip eyle, amin. Hayırlı Cumalar.
Ben, beni seven ümmetimi almadan cennete girmem.’ Diyen Sevgilinin (S.A.V) ümmeti olmanın hakkını verebilmek duası ile hayırlı cumalar dilerim.
Allah’ım dilimizden ve gönlümüzden adını eksik etme Bizlere senin sevdiklerinin arasında olmayı ve cemalini görebilmeyi nasip et. Hayırlı Cumalar…

Seamless Steel Pipe Material Comparison Chart is one of those charts that you should always keep handy. We think it will help you find equivalents of pipe materials in different norms. We hope it will be useful.

 Loading...
Loading...
Dikişsiz Çelik Boru Malzeme Karşılaştırma Tablosu her zaman el altında bulundurmanız gereken tablolardan biridir. Farklı Normlardaki boru malzemelerinin eşdeğerlerini bulmak konusunda yardımcı olacağını düşünüyoruz. Umarız faydalı olur.
Loading...
Tasarım (dizayn, İng. İngilizce: design) bir planın, bir nesnenin ya da bir inşa süreci içinde (mimarî çizimler, mühendislik çizimleri, iş süreci vb.) meydana getirilmesine denir. Elizabeth Adams Hurwitz tarafından kısa ve öz olarak “gerekli olanın araştırılması” şeklinde tanımlanmıştır.
Genellikle tatbikî sanatlar ve görsel sanatlar, mühendislik, mimarî, peyzaj ve diğer yaratıcı işler çerçevesinde ele alınır. Hem bir isim, hem de bir fiil (tasarlamak) olarak kullanılır. Tasarlamak, yeni bir nesne veya ürün (makine, mobilya, endüstriyel ürün vb.), mekân ve alan (yapı, peyzaj) için bir plan oluşturma ve geliştirme sürecine işaret eder. Tasarı ise hem son plan veya taslak (bir çizim, modelleme vb.) ya da bir plan veya taslağın sonucu (üretilen bir nesne, ürün, mekân ve alan) için kullanılır.

Tasarim
Tasarım; bir ürün veya hizmetin daha önce yapılmamış bir versiyonunu vücuda getirmek için yapılan bir çalışmalar bütünüdür. Tasarım ve icat genelde karıştırılan iki kavramdır. Bir şeyin icat edilmesi için ilk defa yapılmış olması ve örneğinin olmaması gerekir. Örneğin tekerlek bir icattır. Ancak tekerlek üreten günümüzde pek çok fabrika bulunmaktadır. Bu fabrikalar sürekli bu ürünü geliştirmek için çaba sarf etmektedir. Bu çabaların sonucunda da her geçen gün çok daha iyi performansa sahibini tasarlamakta ve üretmektedirler.
Dolayısı ile malzeme, fonksiyonellik vb. gibi bir çok kriter açısından pek çok ürün üzerinde tasarımlar yapılmaktadır. Önemli olan bir kuruluşun kendi personeli, alt yapısı, bilgi birikimi ile daha önce yapmadığı bir ürünü yapabilmek için planlamalar yapması ve nihayetinde bunu gerçekleştirmesidir.
Fakat günümüzde tasarımın birçok alanı vardır. Görsel sanatlar içinde en bilinenlerinden grafik tasarım olmak üzere mimarlık, iç mimarlık, mühendislik, peyzaj tasarımı, endüstriyel tasarım ve moda tasarımını örnek gösterebilir.
Bir tasarım kendi içinde bir yapıya ve bu yapı arkasında bir planlamaya sahip olmalıdır. Bütün sanatların temelinde bir tasarım olgusu bulunmaktadır. Tasarlama eylemi, oluşturulacak yapının organizasyonu ile ilgili her türlü faaliyeti içine almaktadır.
Uygulamalı tasarım dallarını üç ana başlıkta toplamak mümkündür: Endüstri tasarımı, Çevre tasarımı ve Grafik tasarımı.
Endüstri tasarımı üç boyutlu nesnelerin tasarlanması ve geliştirilmesiyle ilgilidir. Makineler, araç-gereçler, mutfak malzemeleri ve diğer birçok ürün endüstri tasarımına girer.
Çevre tasarımcısı ise bina, peyzaj ve iç mekân tasarımını kapsayan oldukça geniş bir çalışma alanıdır. Bu alanda da tasarımcını görevi dayanıklı, işlevsel ve estetik olanı bulmaktır.
Grafik tasarımcı ise genel olarak, okunan ve izlenen görüntülerin tasarımında sorumludur. Afişler, kitaplar, bilgi ve uyarı işaretleri, broşürler vb. grafik tasarımı etkinlik alanı içine girer. Grafik tasarımın amacı da gerek iletişim, gerekse estetik kaliteyi en üst düzeye çıkarmaktır. Bir tasarım problemi daima iletişim ile ilgilidir.
Tasarımcı; uygulama yöntemlerinin yanı sıra görsel algılamanın doğasını, görsel yanılsamanın rolünü ve sözel ile görsel iletişim arasındaki ilişkileri de bilmek ve göz önüne almak zorundadır.
1) Problemin Tanımı
2) Bilgi Toplama
3) Yaratıcılık ve Buluş Süreci
4) Çözüm Bulma
5) Uygulama
1)Problemin tanımlanması: Bir tasarım problemini çözümündeki ilk aşama, problemi tanımlamaktır. Verilen konunu ne olduğunu tam olarak anlama ve o konuyu benimseyebilmektir. Bir problemi tanımlarken, sınırları zorlamak ve alışılmış düşünce sistemlerine takılıp kalmamak gerekir.
2)Bilgi toplama: Yapılacak tasarımda bir hareket noktası bulabilmenin tek yolu, problem hakkında mümkün oldukça çok bilgi toplaya bilmektir.
3)Yaratıcılık ve Buluş: Tasarımcı ya da tasarım öğrencisi, konu ile ilgili araştırmalar yapıp gerekli bilgi ve verileri toplamışsa ve bunları değerlendirebiliyorsa yaratıcılığa ulaşılabilir. Yaratıcılık tasarımın en önemli bölümü sayılabilir.
Yaratıcılıkta iki aşama olduğu söylene bilir. Tasarımcı kâğıda ilk eskizlerini karaladığında “dışavurumcu yaratıcılık” aşamasındadır. Eskiz biraz daha ayrıntılı bir hale getirildiğinde ise “üretken yaratıcılık” aşamasına geçilmiş olur.
4)Çözüm bulma: Yaratıcılık ve buluş süreci, problemin ortaya konması ve olasılıkların araştırılmasına yönelik çalışmaları içerir. Çözüm bulma ise bu olasılıklar hakkında bir karara varılarak, araştırmanın sona erdirilmesidir. Çözüm olarak seçilen olasılıklar, daha sonra ayrıntılı taslaklar halinde hazırlanır.
5)Uygulama: Tüm aşamalardan geçmiş olan tasarımın hazır hale getirilmesi işlemidir.
Bir tasarımın hammaddeleri şunlardır:
1)Çizgi: Düz yada kıvrımlı, sürekli yada kesik, grenli yada keskin özelliklere sahip olabilir. Çizgiler karakterine yada konumuna bağlı olarak bazı mesajlar iletebilir. Düşey çizgi: saygınlık. Yatay çizgi: durgunluk. Kıvrımlı çizgi: zafer. Diyalog çizgi: canlılık.
2)Ton: Vurgulanmak istenilen yüzeyin ışık yardımıyla dokusunu göstererek izleyicide üç boyutluluk izlenimi uyandırır.
3)Renk: İzleyicide birçok duygular uyandırabilir. Sıcak renkler uyarıcı, soğuk renkler ise dinlendirici etkiye sahiptir.
4)Doku: Bir yüzey üzerinde tekrarlara dayalı biçimsel bir düzen bulunuyorsa orada bir dokunun varlığından söz edilebilir.
5)Biçim: Birçok çizginin bir arada bulunuşu, tek bir çizgi içerisindeki dönüş ve kıvrımlar ile değişik tonların oluşturduğu yüzeyler, bir tasarımda biçimi oluşturan unsurlardır.
6)Ölçü: Tasarım daima değişik ve belirli ölçülere sahip görsel unsurların bir araya gelmesiyle oluşur.
7)Yön: Bir tasarım üzerindeki çizgiler ve noktalar değişik noktalara yönelerek bir hareket oluştururlar. Tasarımcı, vereceği etki doğrultusunda bu hareketi yönlendirmekle yükümlüdür.
1)Denge
2)Orantı ve görsel hiyerarşi
3)Görsel devamlılık
4)Bütünlük
5)Vurgulama
Tasarım çalışmalarında bu beş temel ilke göz önünde tutulmalıdır. Tasarım hazırlanırken denge, orantı ve görsel devamlılık bir bütünlük içerisinde iyi bir vurgulamayla verilmelidir.
Taslaklar: Görselleştirmenin ilk basamağı olan taslaklar, yaratıcı düşünceleri yalınlaştırarak aktaran görsel notlar yada kararlamalardır. Her taslak birer zihinsel alıştırmadır. Taslak aşaması, tasarım sürecinin beklide en uzun tutulması gereken kısmıdır.
Taslak aşamasında yaratıcılığın bütün sınırları zorlanmalı, bu çalışmalar belirli bir olgunluğa erişmeden herhangi bir seçme yoluna gidilmemelidir. Taslaklar, tasarımın görünümü hakkında üretim öncesinde bilgi veren unsurlardır. Her tasarım için en az bir taslak önceden hazırlanmalıdır.
Taslak çalışmasının gelişim evresi: Taslaklar ilk önce karalamalardan yola çıkılarak hazırlanır yani taslak hazırlamanın ilk aşaması karalamalardır.
Tasarımcı karalamaları arasında seçtiği birkaç örneği biraz daha görsel hale getirir buna ön taslak denir. Çalışmanın son aşaması ayrıntılı taslaklardır. Bu taslaklarda iyice ayrıntıya girilir ve tasarım görselleştirilmiş olur.
Mümkün olduğu kadar basit ve net bir tasarım yapabilmek için, tasarımın çözümünde üç boyuta geçerken çizgi, yön, doku, oran- orantı ve renkten oluşan görsel öğeler kullanılır. Kullanılan görsel öğeler yeni bir bütünü meydana getiren esas parçalardır.
Tasarım doğrultusunun, ulaşacağı kitlenin farkında olmalıdır. Neyi hangi fiyata satabileceğini, neyi niçin satamayacağını yi bilmelidir. Biçim ve dekorda farklı kitleleri hedeflemelidir. Firmanın rekabet ettiği diğer firmaların ne yaptıklarını, ne ürettiklerini bilmelidir. İnsan ilişkileri de işin en önemli kısmıdır.
Kısaca özetlenen tasarım ilke ve yöntemleri, seramik tasarımı konusunda irdelendiğinde, ele alınan görsel yöntem ve ilkelerin bilinmesi, biçim kaygısı kadar malzeme yani sır ve boya maddeleri ve yapıları, uygun şekillendirme ve kurutma yöntemleri, fırın ve ısı faktörü kullanılabilir dekor yöntemlerinin de bilinmesi gerekir. Çünkü ürün tasarımında kullanılacak çamur ve sır hammaddelerinin aralarındaki ilişkiler ve kontrol yöntemleri, toplu küçülme, su emme ve mukavemet oranları önemli rol oynar. Bu ilişkiler birbirini etkiler.

Açı ve Kenar Hesaplama; İş parçalarında; Açılı kenarların ölçüsü verilirken genelde, bir açı ve bir kenar verilir. Tasarımcı veya Teknik Ressamlar bir açı ve kenar vermenin yeterli olduğunu düşünürler. Bence de yeterli ama, ama benim sanayide gördüğüm, cnc kullanan operatörler, bir kenar verildiğinde yeterli olmadığını söyleyip diğer kenarı da istiyorlar. Bizde bunu kolayca hesaplayacağınız bir Açı, Kenar birde biz ekledik Hipotenüs Hesaplama programı koyalım dedik. Aşağıda verilen resme benzer yerlerdeki üçgenlerin hesaplarını yapmak artık sizler için çok kolay olacaktır.

Açı ve Yarıçap ile Koordinat Hesaplama – cnc
İki Dik Kenardan Açı Hesaplama – Trigonometri

Sertlik genel anlamda malzemenin deformasyona karşı gösterdiği direnç olarak tanımlanır. Sertlik direkt bir büyüklük olmayıp daha yüksek dayanımda bir malzemenin kendisinden daha düşük dayanımda diğer bir malzeme üzerinde yapmış olduğu deformasyon üzerinden hesaplanmaktadır. Deformasyon ne kadar küçük ise malzemenin sertliği o derece yüksektir şeklinde değerlendirme yapılabilir.
Metal malzemelerde yaygın olarak kullanılan sertlik metotları Rockwell, Brinell ve Vickers olup bu yöntemler izin büyüklüğü veya derinliği üzerinden hesaplanmasına, kullanılan uç yapısına ve uygulanan ağırlıklara göre çeşitlenmektedir.
Plastik malzemelerde ise çoğunlukla malzeme üzerinde kalıcı bir deformasyon olmadığı sebebiyle yük uygulanmaya devam ederken, ucun malzemeye batma miktarı üzerinden hesaplanan Shore ve IRHD yöntemleri ile sertlik ölçümleri yapılmakta olup; çok sert plastiklerde bazen Rockwell yöntemi kullanılabilmektedir.
Malzeme üzerine elmas konik veya çeşitli çaplarda çelik bilye uçların 15 ile 150kg arası çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan iz derinliği üzerinden hesaplanmaktadır. Oluşan izin derinliğindeki 1 µm ‘luk değişim, yaklaşık olarak 2 Rockwell değerine karşılık gelmektedir. Bu nedenle derinlik ölçme sisteminin çok hassas olması gerekmektedir.
Malzeme üzerine çeşitli çaplarda bilya uçların 1 ile 3000kg arasında çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan izin çapı üzerinden hesaplanmaktadır. Görüntünün netliği ve köşegen ölçme sisteminin hassasiyeti, ölçüm hassasiyeti ile direkt ilgilidir.
Malzeme üzerine 136° piramit elmas ucun 0.01 ile 100kg arası çeşitli yükler kullanılarak uygulanması sonucu malzeme üzerinde oluşan izin köşegenleri arası mesafe üzerinden hesaplanmaktadır. Görüntünün netliği ve köşegen ölçme sisteminin hassasiyeti, ölçüm hassasiyeti ile direk ilgilidir.
Çeşitli sertlikteki plastik, kauçuk, elastomer, kumaş, sünger gibi malzemelerin sertliğini ölçmek için kullanılmaktadır. Batıcı uç ve kullanılan ağırlığa göre sınıflandırılmaktadır.
0.5mm kalınlıktan itibaren ince plastik, kauçuk türü malzemeler üzerinde çeşitli çaplarda uçlar kullanılarak gerçekleştirilmektedir.
Başka bir Bakış Açısıyla, Başka bir kaynaktan;
Malzemelerde sertlik ölçümü, bir malzemenin yüzey sertliğini belirlemek için yapılan önemli bir malzeme karakterizasyon yöntemidir. Sertlik ölçümü, malzemenin dayanıklılığı, aşınma direnci, tokluk ve mukavemet gibi önemli mekanik özelliklerini anlamada ve karşılaştırmada kullanılır. Bu ölçüm, endüstriyel uygulamalardan bilimsel araştırmalara kadar geniş bir yelpazede önemli bir rol oynar.
Sertlik Ölçüm Yöntemleri:
Malzemelerin sertliğini ölçmek için farklı yöntemler kullanılır. İşte en yaygın kullanılan sertlik ölçüm yöntemlerinden bazıları:
Sertlik ölçüm yöntemleri, malzemenin fiziksel özelliklerine ve uygulamanın gerekliliklerine göre seçilir. Genellikle sertlik ölçümleri, malzemenin yapısal bütünlüğünü, kalitesini ve performansını değerlendirmek için kalite kontrolü, üretim ve araştırma alanlarında yaygın olarak kullanılır.
Unutmayın ki bu, sadece bir örnek makale başlangıcıdır. Tam bir makale yazmak, seçtiğiniz yöntemleri ayrıntılı bir şekilde açıklamak, farklı sertlik skalaları hakkında bilgi vermek ve her yöntemin avantajlarını ve dezavantajlarını ele almak gerekecektir.
Sertlik ölçüm yöntemleri ve farklı sertlik skalaları hakkında daha fazla bilgi;
1. Brinell Sertlik Ölçümü:
2. Rockwell Sertlik Ölçümü:
3. Vickers Sertlik Ölçümü:
4. Knoop Sertlik Ölçümü:
5. Shore Sertlik Ölçümü:
Her yöntemin avantajları ve dezavantajları, belirli uygulamalar ve malzemeler için uygunluğunu belirler. Bu nedenle, sertlik ölçüm yöntemi seçerken, ölçüm yapılacak malzemenin özellikleri, numunenin boyutları, sertlik aralığı ve diğer gereksinimler göz önünde bulundurulmalıdır.
| ROCKWELL | BRINELL | VICKERS | KNOOP | SCLERO-SCOPE | ||||||||
| HRA | HRB | HRC | HRD | HRE | HRF | SUPERFICIAL | 3000 kgf | HV | 500 gf | |||
| 15N | 30N | 45N | 10 mm | |||||||||
| 85,6 | 68 | 76,9 | 93,2 | 84,4 | 75,4 | 940 | 920 | 97,3 | ||||
| 85 | 67 | 76,1 | 92,9 | 83,6 | 74,2 | 900 | 895 | 95 | ||||
| 84,5 | 66 | 75,4 | 92.5 | 82,8 | 73,3 | 865 | 870 | 92,7 | ||||
| 83,9 | 65 | 74,5 | 92,2 | 81,9 | 72 | 739 | 832 | 846 | 90,6 | |||
| 83,4 | 64 | 73,8 | 91,8 | 81,1 | 71 | 722 | 800 | 822 | 88,5 | |||
| 82,8 | 63 | 73 | 91,4 | 80,1 | 69,9 | 705 | 772 | 799 | 86,5 | |||
| 82,3 | 62 | 72,2 | 91,1 | 79,3 | 68,8 | 688 | 746 | 776 | 84,5 | |||
| 81,8 | 61 | 71,5 | 90,7 | 78,4 | 67,7 | 670 | 720 | 754 | 82,6 | |||
| 81,2 | 60 | 70,7 | 90,2 | 77,5 | 66,6 | 654 | 697 | 732 | 80,8 | |||
| 80,7 | 59 | 69,9 | 89,8 | 76,6 | 65,5 | 634 | 674 | 710 | 79 | |||
| 80,1 | 58 | 69,2 | 89,3 | 75,7 | 64,3 | 615 | 653 | 690 | 77,3 | |||
| 79,6 | 57 | 68,5 | 88,9 | 74,8 | 63,2 | 595 | 633 | 670 | 75,6 | |||
| 79 | 56 | 67,7 | 88,3 | 73,9 | 62 | 577 | 613 | 650 | 74 | |||
| 78,5 | 55 | 66,9 | 87,9 | 73 | 60,9 | 560 | 595 | 630 | 72,4 | |||
| 78 | 54 | 66,1 | 87,4 | 72 | 59,8 | 543 | 577 | 612 | 70,9 | |||
| 77,4 | 53 | 65,4 | 86,9 | 71,2 | 58,6 | 525 | 560 | 594 | 69,4 | |||
| 76,8 | 52 | 64,6 | 86,4 | 70,2 | 57,4 | 512 | 544 | 576 | 67,9 | |||
| 76,3 | 51 | 63,8 | 85,9 | 69,4 | 56,1 | 496 | 528 | 558 | 66,5 | |||
| 75,9 | 50 | 63,1 | 85,5 | 68,5 | 55 | 481 | 513 | 542 | 65,1 | |||
| 75,2 | 49 | 62,1 | 85 | 67,6 | 53,8 | 469 | 498 | 526 | 63,7 | |||
| 74,7 | 48 | 61,4 | 84,5 | 66,7 | 52,5 | 455 | 484 | 510 | 62,4 | |||
| 74,1 | 47 | 60,8 | 83,9 | 65,8 | 51,4 | 442 | 471 | 495 | 61,1 | |||
| 73,6 | 46 | 60 | 83,5 | 64,8 | 50,3 | 432 | 458 | 480 | 59,8 | |||
| 73,1 | 45 | 59,2 | 83 | 64 | 49 | 421 | 446 | 466 | 58,5 | |||
| 72,5 | 44 | 58,5 | 82,5 | 63,1 | 47,8 | 409 | 434 | 452 | 57,3 | |||
| 72 | 43 | 57,7 | 82 | 61,3 | 46,7 | 400 | 423 | 438 | 56,1 | |||
| 71,5 | 42 | 56,9 | 81,5 | 60,4 | 45,5 | 390 | 412 | 426 | 54,9 | |||
| 70,9 | 41 | 56,2 | 80,9 | 59,5 | 44,3 | 381 | 402 | 414 | 53,7 | |||
| 70,4 | 40 | 55,4 | 80,4 | 58,6 | 43,1 | 371 | 392 | 402 | 52,6 | |||
| 69,9 | 39 | 54,6 | 79,9 | 58.5 | 41,9 | 362 | 382 | 391 | 51,5 | |||
| 69,4 | 38 | 53,8 | 79,4 | 57,7 | 40,8 | 353 | 372 | 380 | 50,4 | |||
| 68,9 | 37 | 53,1 | 78,8 | 56,8 | 39,6 | 344 | 363 | 370 | 49,3 | |||
| 68,4 | 36 | 52,3 | 78,3 | 55,9 | 38,4 | 336 | 354 | 360 | 48,2 | |||
| 67,9 | 35 | 51,5 | 77,7 | 55 | 37,2 | 327 | 345 | 351 | 47,1 | |||
| 67,4 | 34 | 50,8 | 77,2 | 54,2 | 36,1 | 319 | 336 | 342 | 46,1 | |||
| 66,8 | 33 | 50 | 76.6 | 53,3 | 34,9 | 311 | 327 | 334 | 45,1 | |||
| 66,3 | 32 | 49,2 | 76,1 | 52,1 | 33,7 | 301 | 318 | 326 | 44,1 | |||
| 65,8 | 31 | 48,4 | 75.6 | 51,3 | 32,5 | 294 | 310 | 318 | 43,1 | |||
| 65,3 | 30 | 47,7 | 75 | 50,4 | 31,3 | 286 | 302 | 311 | 42,2 | |||
| 64,8 | 29 | 47 | 74,5 | 49,5 | 30,1 | 279 | 294 | 304 | 41,3 | |||
| 64,3 | 28 | 46,1 | 73,9 | 48,5 | 28,9 | 271 | 286 | 297 | 40,4 | |||
| 63,8 | 27 | 45,2 | 73,3 | 47,7 | 27,8 | 264 | 279 | 290 | 39,5 | |||
| 63,3 | 26 | 44,6 | 72,8 | 46,8 | 26,7 | 258 | 272 | 284 | 38,7 | |||
| 62,8 | 25 | 43,8 | 72,2 | 45,9 | 25,5 | 253 | 266 | 278 | 37,8 | |||
| 62,4 | 24 | 43,1 | 71,6 | 45 | 24,3 | 247 | 260 | 272 | 37 | |||
| 62 | 23 | 42,1 | 71 | 44 | 23,1 | 243 | 254 | 266 | 36,3 | |||
| 61,5 | 100 | 22 | 41,6 | 70.5 | 43,2 | 22 | 237 | 248 | 261 | 35,5 | ||
| 61 | 99 | 21 | 40,9 | 69,9 | 42,3 | 20,7 | 231 | 243 | 256 | 34,8 | ||
| 60,5 | 98 | 20 | 40,1 | 69.4 | 41,5 | 19,6 | 226 | 238 | 251 | 34,2 | ||
| ROCKWELL | BRINELL | VICKERS | KNOOP | |||||||
| HRB | HRC | HRD | HRE | HRF | SUPERFICIAL | 3000 kgf | HV | 500 gf | ||
| 15T | 30T | 45T | 10 mm | |||||||
| 100 | 22 | 93,1 | 83,1 | 72,9 | 240 | 240 | 251 | |||
| 99 | 21 | 92,8 | 82,5 | 71,9 | 234 | 234 | 246 | |||
| 98 | 20 | 92,5 | 81,8 | 70,9 | 228 | 228 | 241 | |||
| 97 | 18,5 | 92,1 | 81,1 | 69,9 | 222 | 222 | 236 | |||
| 96 | 16,5 | 91,8 | 80,4 | 69,8 | 216 | 216 | 231 | |||
| 95 | 15 | 91,5 | 79,8 | 67,9 | 210 | 210 | 226 | |||
| 94 | 14 | 91,2 | 79,1 | 66,9 | 205 | 205 | 221 | |||
| 93 | 12,5 | 90,8 | 78,4 | 65,9 | 200 | 200 | 216 | |||
| 92 | 11 | 90,5 | 77,8 | 64,8 | 195 | 195 | 211 | |||
| 91 | 9,5 | 90,2 | 77,1 | 63,8 | 190 | 190 | 206 | |||
| 90 | 8 | 89,9 | 76,4 | 62,8 | 185 | 185 | 201 | |||
| 89 | 7 | 89,5 | 75,8 | 61,8 | 180 | 180 | 196 | |||
| 88 | 6 | 89,2 | 75,1 | 60,8 | 176 | 176 | 192 | |||
| 87 | 4,5 | 88,9 | 74,4 | 59,8 | 172 | 172 | 188 | |||
| 86 | 3 | 88,6 | 73,8 | 58,8 | 169 | 169 | 184 | |||
| 85 | 2 | 88,2 | 73,1 | 57,8 | 165 | 165 | 180 | |||
| 84 | 1 | 87,9 | 72,4 | 56,8 | 162 | 162 | 176 | |||
| 83 | 0 | 87,6 | 71,8 | 55,8 | 159 | 159 | 173 | |||
| 82 | 87,3 | 71,1 | 54,8 | 156 | 156 | 170 | ||||
| 81 | 86,9 | 70,4 | 53,8 | 153 | 153 | 167 | ||||
| 80 | 86,6 | 69,7 | 52,8 | 150 | 150 | 164 | ||||
| 79 | 86,3 | 69,1 | 51,8 | 147 | 147 | 161 | ||||
| 78 | 86 | 68,4 | 50,8 | 144 | 144 | 158 | ||||
| 77 | 85,6 | 67,7 | 49,8 | 141 | 141 | 155 | ||||
| 76 | 85,3 | 67,1 | 48,8 | 139 | 139 | 152 | ||||
| 75 | 99,6 | 85 | 66,4 | 47,8 | 137 | 137 | 150 | |||
| 74 | 99,1 | 84,7 | 65,7 | 46,8 | 135 | 135 | 147 | |||
| 73 | 98,5 | 84,3 | 65,1 | 45,8 | 132 | 132 | 145 | |||
| 72 | 98 | 84 | 64,4 | 44,8 | 130 | 130 | 143 | |||
| 71 | 97,4 | 83,7 | 63,7 | 43,8 | 127 | 127 | 141 | |||
| 70 | 96,8 | 83,4 | 63,1 | 42,8 | 125 | 125 | 139 | |||
| 69 | 96,2 | 83 | 62,4 | 41,8 | 123 | 123 | 137 | |||
| 68 | 95,6 | 82,7 | 61,7 | 40,8 | 121 | 121 | 135 | |||
| 67 | 95,1 | 82,4 | 61 | 39,8 | 119 | 119 | 133 | |||
| 66 | 94,5 | 82,1 | 60,4 | 38,7 | 117 | 117 | 131 | |||
| 65 | 93,9 | 81,8 | 59,7 | 37,7 | 116 | 116 | 129 | |||
| 64 | 93,4 | 81,4 | 59 | 36,7 | 114 | 114 | 127 | |||
| 63 | 92,8 | 81,1 | 58,4 | 35,7 | 112 | 112 | 125 | |||
| 62 | 92,2 | 80,8 | 57,7 | 34,7 | 110 | 110 | 124 | |||
| 61 | 91,7 | 80,5 | 57 | 33,7 | 108 | 108 | 122 | |||
| 60 | 91,1 | 80,1 | 56,4 | 32,7 | 107 | 107 | 120 | |||
| 59 | 90,5 | 79,8 | 55,7 | 31,7 | 106 | 106 | 118 | |||
| 58 | 90 | 79,5 | 55 | 30,7 | 104 | 104 | 117 | |||
| 57 | 89,4 | 79,2 | 54,4 | 29,7 | 103 | 103 | 115 | |||
| 56 | 88,8 | 78,8 | 53,7 | 28,7 | 101 | 101 | 114 | |||
| 55 | 88,2 | 78,5 | 53 | 27,7 | 100 | 100 | 112 | |||
| 54 | 87,7 | 78,2 | 52,4 | 26,7 | 111 | |||||
| 53 | 87,1 | 77,9 | 51,7 | 25,7 | 110 | |||||
| 52 | 86,5 | 77,5 | 51 | 24,7 | 109 | |||||
| 51 | 86 | 77,2 | 50,3 | 23,7 | 108 | |||||
| 50 | 85,4 | 76,9 | 49,7 | 22,7 | 107 | |||||
| 49 | 84,8 | 76,6 | 49 | 21,7 | 106 | |||||
| 48 | 84,3 | 76,2 | 48,3 | 20,7 | 105 | |||||
| 47 | 83,7 | 75,9 | 47,7 | 19,7 | 104 | |||||
| 46 | 83,1 | 75,6 | 47 | 18,7 | 103 | |||||
| 45 | 82,6 | 75,3 | 46,3 | 17,7 | 102 | |||||
| 44 | 82 | 74,9 | 45,7 | 16,7 | 101 | |||||
| 43 | 81,4 | 74,6 | 45 | 15,7 | 100 | |||||
| 42 | 80,8 | 74,3 | 44,3 | 14,7 | 99 | |||||
| 41 | 80,3 | 74 | 43,7 | 13,6 | 98 | |||||
| 40 | 79,7 | 73,6 | 43 | 12,6 | 97 | |||||
| 39 | 79,1 | 73,3 | 42,3 | 11,6 | 96 | |||||
| 38 | 78,6 | 73 | 41,6 | 10,6 | 95 | |||||
| 37 | 78 | 72,7 | 41 | 9,6 | 94 | |||||
| 36 | 77,4 | 72,3 | 40,3 | 8,6 | 93 | |||||
| 35 | 76,9 | 72 | 39,6 | 7,6 | 92 | |||||
| 34 | 76,3 | 71,7 | 39 | 6,6 | 91 | |||||
| 33 | 75,7 | 71,4 | 38,3 | 5,6 | 90 | |||||
| 32 | 75,2 | 71 | 37,6 | 4,6 | 89 | |||||
| 31 | 74,6 | 70,7 | 37 | 3,6 | 88 | |||||
| 30 | 74 | 70,4 | 36,3 | 2,6 | 87 | |||||
Çelik Malzeme Karşılaştırma ve dönüşüm tablosu için tıklayın
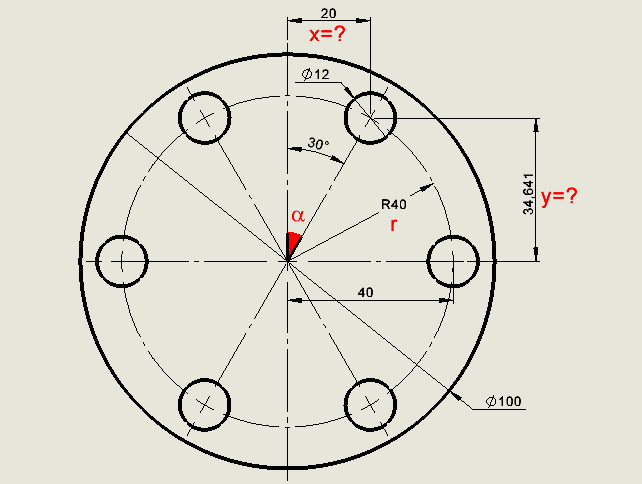
Açı ve Yarıçap ile Koordinat Hesaplama; İş parçalarında deliklerin konumu verilirken genelde, yarıçap ve açı kullanılır. Tasarımcı veya Teknik Ressamlar yarıçap ve açıyı verirler. Bu yeterli diye düşünürler. Bence de yeterli ama, ama benim sanayide gördüğüm, cnc kullanan operatörler, deliğin koordinat değerlerinin x ekseni ve y eksenine göre verilmesini istiyorlar. Bizde bunu kolayca hesaplayacağınız bir Koordinat Hesaplama programı koyalım dedik. Aşağıda verilen resme benzer yerlerdeki deliklerin hesaplarını yapmak artık sizler için çok kolay olacaktır.
Eğer Cep Telefonunuzda, veya tablette hesaplama alanı gözükmüyorsa tarayıcı ayarlarından Masaüstü siteyi göster seçeneğini seçin.
Program aşağıdaki üçgene benzer şekilde verilen açı ve yarıçap (hipotenüs) ile x ve y’nin koordinat değerlerini de hesaplar.
X ve Y doğruları arasında kalan açı 90° ‘dir
 Açı ve yarıçap ile koordinat hesaplama |
 |
Ayrıca bir şey daha eklemek isterim, Çoğu Cnc tezgahı; Genelde bu delikleri Açı ve Çapı verdiğinizde Koordinatları bulup hesabını yapıyor.
Kılavuz Çekmek İçin Matkap Çapı Hesaplama Programı
Açı ve Kenar Hesaplama – Trigonometri – cnc

DIN 912 -DIN EN ISO 4762 İmbus Cıvata Ölçülerini, Alyan Anahtar Ölçülerini bu sayfada bulabilirsiniz. İmbus Cıvatalar Metal Endüstrisinde Kullanılan En Popüler Cıvatalardandır.
DIN912 / ISO4762
Alyan Başlı İmbus Civatalar
DIN 912 – Hexagon socket Head Cap Screws
Eş Değer Normlar : ISO 4762; CSN 21143; PN 82302; UNI 5931;
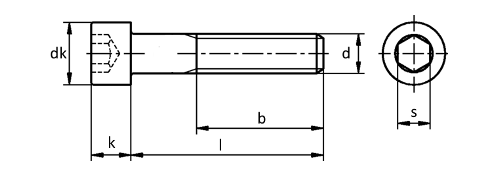
d: Metrik Dış Çap ölçüsü
p: Hatve, Adım, İki Diş arasındaki Mesafe
s: Alyan (L) Anahtar Ölçüsü.
| d | M 1,6 | M 2 | M 2,5 | M 3 | M 4 | M 5 | M 6 | M 8 | M 10 | M 12 |
| P (pitch) | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 |
| k (max) | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
| dk (max) | 3 | 3,8 | 4,5 | 5,5 | 7 | 8,5 | 10 | 13 | 16 | 18 |
| s | 1,5 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 |
| b | 15 | 16 | 17 | 18 | 20 | 22 | 24 | 28 | 32 | 36 |
| l | 2,5-16 | 3-16 | 4-25 | 5-30 | 6-40 | 8-50 | 10-60 | 12-80 | 16-100 | 20-120 |
| d | M 14 | M 16 | M 20 | M 24 | M 30 | M 36 | M 42 | M 48 | M 56 | M 64 |
| P (pitch) | 2 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 |
| k (max) | 14 | 16 | 20 | 24 | 30 | 36 | 42 | 48 | 56 | 64 |
| dk (max) | 21 | 24 | 30 | 36 | 45 | 54 | 63 | 72 | 84 | 96 |
| s | 12 | 14 | 17 | 19 | 22 | 27 | 32 | 36 | 41 | 46 |
| b | 40 | 44 | 52 | 60 | 72 | 84 | 96 | 108 | 124 | 140 |
| l | 25-140 | 25-160 | 30-200 | 40-200 | 45-200 | 55-200 | 60-300 | 70-300 | 80-300 | 90-300 |
Cıvatalar Belirli Bir kuvvetten, yükten sonra dayanamaz koparlar. Tabi ki bunu kimse istemez.
Aşağıda Metrik Standart Cıvatalarının Emniyet Yük Değerleri verilmiştir. Yük birimleri Newton Cinsindendir. 9,8 Newton yaklaşık 1 kg yük Demektir. Tablodaki değerden 4 sıfır atarsanız ton cinsinden bir değer bulursunuz. Bu da size size cıvatanın dayanıp dayanmayacağına dair bir fikir verir.

Metrik Cıvata Emniyet Yük Değerleri
Mesala M20 – 12.9 Kalite Cıvata Emniyet Yük değeri: Tabloya göre, 288.000 N, bu da yaklaşık ~28,8 ton
You can find DIN 912 -DIN EN ISO 4762 Hexagon Bolt Dimensions, Allen Key Dimensions on this page.
Hexagon Bolts Are One of the Most Popular Bolts Used in the Metal Industry.
DIN912 / ISO4762Allen Head Hexagon Socket BoltsDIN 912 – Hexagon socket Head Cap ScrewsEquivalent Norms: ISO 4762;
CSN 21143; PN 82302; UNI 5931;
d: Metric Outer Diameter Çap Dimension
p: Pitch, Distance between two teeth s: Allen Key Dimension (L) Key Dimensions.
| d | M 1,6 | M 2 | M 2,5 | M 3 | M 4 | M 5 | M 6 | M 8 | M 10 | M 12 |
| P (pitch) | 0,35 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 |
| k (max) | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
| dk (max) | 3 | 3,8 | 4,5 | 5,5 | 7 | 8,5 | 10 | 13 | 16 | 18 |
| s | 1,5 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 |
| b | 15 | 16 | 17 | 18 | 20 | 22 | 24 | 28 | 32 | 36 |
| l | 2,5-16 | 3-16 | 4-25 | 5-30 | 6-40 | 8-50 | 10-60 | 12-80 | 16-100 | 20-120 |
| d | M 14 | M 16 | M 20 | M 24 | M 30 | M 36 | M 42 | M 48 | M 56 | M 64 |
| P (pitch) | 2 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 |
| k (max) | 14 | 16 | 20 | 24 | 30 | 36 | 42 | 48 | 56 | 64 |
| dk (max) | 21 | 24 | 30 | 36 | 45 | 54 | 63 | 72 | 84 | 96 |
| s | 12 | 14 | 17 | 19 | 22 | 27 | 32 | 36 | 41 | 46 |
| b | 40 | 44 | 52 | 60 | 72 | 84 | 96 | 108 | 124 | 140 |
| l | 25-140 | 25-160 | 30-200 | 40-200 | 45-200 | 55-200 | 60-300 | 70-300 | 80-300 | 90-300 |
Bolts have a limit to the force or load they can withstand before breaking. Of course, nobody wants this to happen. Below are the safety load values for standard metric bolts. The load units are in Newtons. Approximately 9.8 Newtons equate to 1 kg of load. If you remove four zeros from the value in the table, you’ll get a value in tons. This provides an idea of whether the bolt can withstand the load.
Metric Bolt Safety Load Values
For example, the safety load value of an M20 – 12.9 grade bolt: According to the table, it is 288,000 N, which is approximately ~28.8 tons.
 t-somun, t-nut |
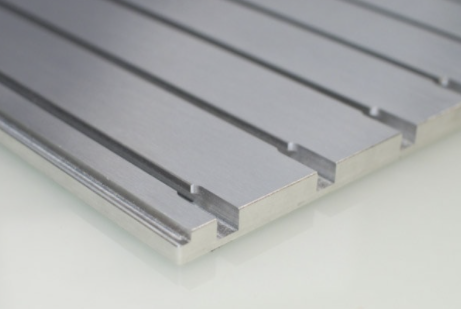 t-kanal, t-slot |
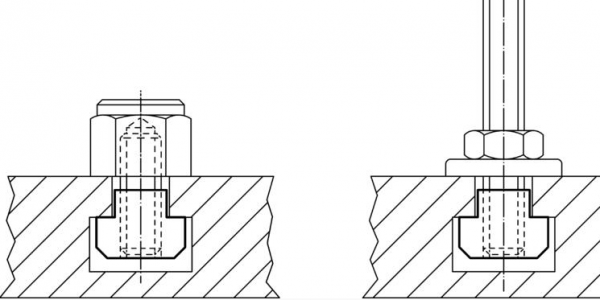
In the industrial world, it is critical that the parts used in assembly and structural projects are of the right size and quality. Therefore, T-Slot and T-nut dimensions in accordance with ISO 299 standards are indispensable components for industrial projects. In this article, we will discuss what T-Slot and T-nut dimensions based on ISO 299 standards are, how they are used, and why these dimensions are important.
What is T-Channel (ISO 299)?
T-Slot is defined as a T-shaped groove or slot on a bar or profile. ISO 299 has standardized the dimensions of this T-Slot. T-Slot dimensions are specified in millimeters and these standard dimensions are of great importance in assembly and connection processes used in industrial projects. Features of T-Slot may include:
What is T-Channel (ISO 299)?
T-Nuts are nuts that are placed on a T-Slot and fit into the T-Slot. These nuts are used in various connection and assembly processes. ISO 299 standards specify the dimensions and tolerances of T-nuts. These dimensions are critical to ensure a perfect fit with the T-Slot and to create reliable connections.
Why ISO 299 Standards for T-Slots and T-Nuts?
Some advantages of using T-Slots and T-Nuts in accordance with ISO 299 standards may include :
Conclusion:
T-Slots and T-Nuts in accordance with ISO 299 standards are crucial components for ensuring proper assembly and connection in your industrial projects. By using T-Slots and T-Nuts with accurate dimensions, you can improve the safety, durability, and precision of your projects. It is always important to contact a specialized supplier to select the T-Slots and T-Nuts that meet ISO 299 standards for your project. For more information and options, please consult an expert.
A practical fastening element used with T-Slots and T-Nuts. Most fastening tasks can be easily handled using bolts, additional nuts, and shoes. Below, we have added two tables that will assist you as much as possible.
SS_ISO_299_EN-t slot, t-nut.pdf
ISO 299 STANDARD of T-SLOT
Loading...
DIN 508 STANDARD of TNUT
Loading...